 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Unlike normal workpiece turning and milling operations, the clamping of thin-walled hollow workpieces requires the use of a chuck with low distortion and safety. When turning thin-walled hollow parts, clamping distortion can cause the specified tolerance range to be exceeded and the workpiece to become scrap. The choice of chuck is therefore very important. Balanced clamping jaws offer the advantage that, with an optimum arrangement of the clamping points, the deformation of the workpiece can be reduced to 10% of the original deformation, while the clamping force of the chuck remains constant.
A problem that tends to arise when turning or milling thin-walled hollow parts is the deformation of the workpiece by the clamping force of the chuck. Workpieces such as rings or box housings must be held firmly so that they do not loosen even under cutting forces. Very strong clamping forces will inevitably cause workpiece deformation, the amount of which depends on the shape and wall thickness of the workpiece. В то же время, the material also plays a very important role. Cast iron, латунь, bronze and aluminium alloy parts are more fragile than steel parts due to their lower modulus of elasticity. Particularly when turning mating workpieces, clamping distortion can cause the given tolerance range to be exceeded and lead to scrap.
By marking the arrangement of the chuck on the turned workpiece, the clamped workpiece will normally still appear intact and round on the machine after the turning process. Thin-walled workpieces, after clamping, have a more or less non-circular shape, which can be clearly observed by means of a rounding tool. The distribution of the chuck must therefore be marked on the workpiece so that it can be identified whether the clamping force has caused any deformation.
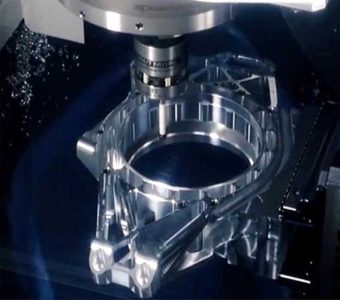
Turning and milling of hollow parts
Fig. 1. Free clamping of material can lead to irregular shape errors
Figures 1 и 2 show in a simple way the various causes of roundness defects due to turning and milling. Irregular shape errors can also occur during the stress relief of castings, which is important in relation to special workpiece shapes with local material build-up. A clear delineation of roundness errors and clamping positions is not possible. Trial turning, slackening and finishing of harsh part surfaces, or free annealing of raw workpieces prior to machining, поможет улучшить качество заготовки.
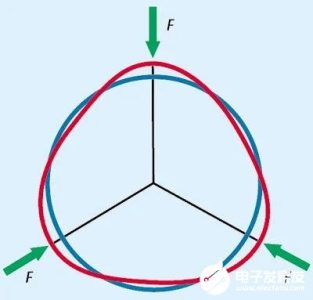
Деформация из-за силы зажима патрона
Фигура 2: Регулярная деформация под действием силы зажима патрона
В примере рис.. 2, заготовка явно деформируется усилием зажима патрона и ее отверстие несколько сдавлено внутрь в области патрона. Как результат, возникает ситуация, когда в этом месте шлифуется слишком много материала после отпускания и извлечения заготовки. Самое простое решение — рассмотреть возможность снижения давления зажима.. В этом отношении, необходимо обратить внимание на то, имеет ли патрон достаточную силу зажима в этом состоянии., поскольку процесс шлифования обычно требует высоких скоростей резания и вращения. При отсутствии баланса центробежных сил, сила зажима может легко упасть до опасного уровня. Поэтому, требования производителя ЧПУ по измерению силы зажима патрона на рабочей скорости должны строго соблюдаться.
я. Измерение круглости отражает причину ошибки
Не только два источника ошибок явно отличаются друг от друга., измерение округлости также часто показывает некоторую смешанную форму между двумя ситуациями.. Он может предоставить информацию о причине источника ошибки, чтобы можно было принять меры по устранению..

Твердые ступенчатые патроны
Fig. 3, Силовой патрон QLC-KT с жестким суппортом
Если снижение силы зажима не приносит удовлетворительных результатов, можно порекомендовать анализ использованного патрона. Например, заготовки коробчатых корпусных деталей из чугуна часто зажимаются жестким стандартным ступенчатым патроном (Fig. 3). Зубья патрона на его зажимной поверхности постепенно затупляются из-за естественного износа после длительного периода использования., и эффект зажима и крепления ослабляется. Риск соскальзывания или смещения заготовки из патрона во время обработки постепенно возрастает..
Фигура 4, Кулачковый патрон КБНКЛА (а) и секторный патрон (б) с более высокой безопасностью
II. Жесткий степ-патрон
Каждая компания по производству станков с ЧПУ может иметь запас закаленных ступенчатых патронов.. Это было бы неплохо сделать, поскольку стоимость будет намного ниже, чем стоимость потери заготовки во время механической обработки.. Новые патроны требуют меньшего усилия зажима и, следовательно, меньшей деформации заготовки благодаря хорошему зажимному эффекту.. Кулачковые патроны с коническими зубьями (Fig. 4) может обеспечить большую безопасность. Эти патроны могут захватывать поверхность заготовки и достигать удвоенной силы резания при той же силе зажима, что и ступенчатый патрон с одним зубом для брусчатки., требуя при этом меньших инвестиций и способствуя повышению качества и безопасности процессов.. Производители патронов могут предоставить эти патроны различных форм и размеров.. Поворотный кулачковый патрон дает особые преимущества при зажиме чувствительных заготовок из сырья. (Фигура 5). Поворотный мост распределяет усилие зажима, увеличивая вдвое количество точек зажима., на каждый из которых действует только половина силы, и диапазон упругости изгиба между точками зажима на заготовке уменьшается. Если распределение точек зажима оптимально (равномерно распределены по окружности), деформацию заготовки можно уменьшить примерно до 10% исходной деформации без уменьшения силы зажима патрона.
Fig. 5, Патрон с поворотными кулачками (б) (а)
В случае зажима по диаметру уже обточенной заготовки, можно использовать жесткий патрон с более широким спектром применения (Fig. 6). Ввинченный зажимной диаметр поддерживает заготовку по всей окружности., чтобы заготовка не деформировалась даже при более высоких усилиях зажима. Этот тип патрона может поставляться разными производителями и имеет особую форму., который можно оптимально спроектировать и изготовить по чертежу заготовки.
Fig. 6, Мощный патрон с крупными зажимами для зажима уже обточенных и фрезерованных заготовок диаметром
Для обработки на станках с ЧПУ большого количества одинаковых или похожих заготовок., можно использовать специальные зажимные устройства. Специально для тонкостенных колец., хорошие результаты можно получить с помощью рычажно-сбалансированных патронов с механическим приводом. 6 или 12 патроны диаметром 400 к 4000 мм (Fig. 7). Между отдельными патронами создается выравнивание объема зажима и силы зажима., так что заготовку можно удерживать надежно и без деформации, даже если есть ошибка в окружности заготовки. Кроме того, приспособление можно переключать вручную и автоматически на чисто центральный метод зажима.
Fig. 7, Хорошие результаты можно получить с помощью шестикалиберного рычажного балансировочного патрона типа 6WAZM с быстрорегулируемым суппортом, зажимающим тонкостенное кольцо..
III. Зажимная сила, действующая в осевом направлении на опору
Для особенно легко деформируемых заготовок неправильной формы., обычно используются пальцевые патроны. В этом случае, сила зажима не действует радиально, но в осевом направлении пальцевым патроном по заданным точкам центрирования и опоры (Фигура 8), и в наибольшей степени предотвращается радиальная деформация заготовки.. В пальцевых патронах, можно комбинировать предыдущие центрирующие патроны с меньшими усилиями зажима и сильным осевым зажимом.. Кроме того, существует множество специальных патронов, которые можно использовать не только для кольцевых заготовок, но и для заготовок различной сложной формы.
Fig. 8, Центрирующие патроны типа FLDA с механическим приводом особенно используются для легко деформируемых заготовок неправильной формы.
Большинство этих патронов предназначены для заготовок определенной формы и разрабатываются и производятся специализированными компаниями, специализирующимися на технологии зажима, по заказам клиентов.. Конечно, этот тип патрона дороже стандартного приспособления для пакетной обработки, но позволяет значительно улучшить качество и производительность процесса и окупить себя за более короткий период времени.