Milling is a machining method in which a milling cutter is used as a tool and the surface of an object is processed by CNC. Milling machines include horizontal milling machines, vertical milling machines, portal milling machines, profiling milling machines, universal milling machines, and bar milling machines.
What is milling?
Фрезерованием называется использование вращающихся многолезвийных инструментов для резки заготовок., и является высокоэффективным методом обработки. Во время работы, инструмент вращается (делает основное движение), и заготовка движется (движение подачи). Заготовку также можно зафиксировать, но вращающийся инструмент тоже должен двигаться (одновременно завершить основное движение и движение подачи). Станки, используемые для фрезерования, представляют собой горизонтально-фрезерные станки или вертикально-фрезерные станки., а также большие портальные фрезерные станки. Эти станки могут быть обычными станками или станками с ЧПУ.. Используйте вращающуюся фрезу в качестве режущего инструмента.. Фрезерование обычно выполняется на фрезерном или расточном станке.. Подходит для обработки плоскости, канавки, различная формовочная поверхность (цветочный ключ, шестерня и резьба) и поверхность формы специальной формы и т.п..
Features of milling tools
① Each tooth of the milling tool periodically participates in intermittent cutting.
② The cutting thickness of each milling cutter tooth changes during the cutting process.
③ The feed per tooth αf (mm/tooth) indicates the relative displacement of the workpiece within the time that the milling cutter rotates one tooth.
Common milled parts
(1) Flat parts
The characteristics of plane parts: the machined surface can be parallel to the horizontal plane, perpendicular to the horizontal plane, or a fixed angle with the horizontal plane;
Most of the parts processed on the CNC milling machine are flat parts, and the flat parts are the simplest type of parts in CNC milling. В целом, only two-axis linkage or 3-axis linkage of a three-axis CNC milling machine can be used for processing. In the processing process, the processing surface and the tool are in surface contact, and end milling cutter or ball end milling cutter can be used for rough and finishing processing.
(2) Special-shaped parts with curved surfaces
The characteristic of curved parts is that the machined surface is arc-shaped space curved surface. В процессе обработки, the machining surface and the milling cutter are always in point contact. Surface finishing is mostly carried out with ball-end milling tools.
Precision correction of milling machine
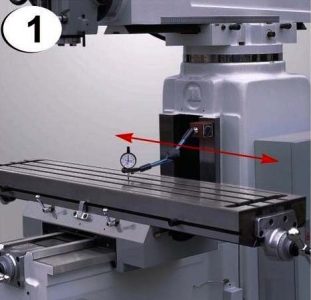
X-axis correction of milling machine
Slightly loosen the 4 болты, but make sure that there is still some friction resistance on the 4 болты. В это время, use the rotating bolt of the head to adjust the left and right angle. During the process, a dial indicator must be placed on the end of the spindle to measure the correct position of the worktable.
Y-axis correction of milling machine
Slightly loosen the 3 болты, but make sure that the 3 bolts are not too loose to facilitate fine-tuning. В это время, by the arm rotating bolt, a dial indicator placed on the spindle end in order to measure the correct position of the table.
Horizontal correction of milling machine
Place the spirit level on the work surface.
Check point A and B of the level, the allowable value is 0.06mm/m.
Если необходимо, shims can be placed under the machine.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe