 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Развертывание — метод чистовой обработки отверстий на основе получистовой обработки. (развертывание или получистовое растачивание). Допуск размера отверстия для развертывания может достигать IT9 ~ IT6., и значение шероховатости поверхности может достигать Ra3,2 ~ 0,2 мкм..
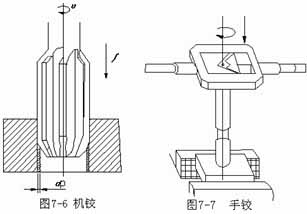
Есть два способа развертывания: механическое и ручное развертывание. Развертывание на станке называется механическим развертыванием., как показано на рисунке 7-6; Ручное развертывание называется ручным развертыванием., как показано на рисунке 7-7.
Ошибка обработки при развертывании
Классификация разверток
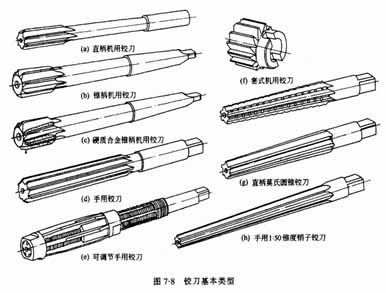
Машинная развертка может быть разделена на хвостовик (1Диаметр ~20 мм, прямой хвостовик, диаметр 10~32 мм - конический хвостовик, как показано на рисунке 7-8a, б, с) и тип рукава (диаметр 25~80 мм, например, как показано на рисунке 7-8f.). Ручные развертки можно разделить на интегральные. (как показано на рисунке 7-8d) и регулируемый тип (как показано на рисунке 7-8e). Развертывание можно использовать не только для обработки цилиндрических отверстий., а также для обработки конических отверстий с помощью конической развертки (как показано на рисунке 7-8g, час).
Классификация методов расширения
1. Метод развертывания
Припуск на рассверленное отверстие детали очень мал. Если маржа слишком велика, температура резки будет высокой, что приведет к увеличению диаметра расширителя и увеличению диаметра отверстия., что увеличит количество стружки и поцарапает поверхность отверстия; Если припуск на развертывание слишком мал, следы инструмента от исходного отверстия останутся, и это повлияет на шероховатость поверхности.. В целом, припуск на черновое развертывание составляет 0,15–0,25 мм., и точный припуск на развертывание составляет 0,05 ~ 0,15 мм.. При развертывании следует использовать низкую скорость резания., чтобы не образовываться наросты и не вызывать вибрацию. В целом, черновое развертывание = 4~10 м/мин, тонкое развертывание = 1,5~5 м/мин. Скорость подачи при машинном развертывании может быть в 3-4 раза выше, чем при сверлении., обычно 0,5~1,5 мм/об. Для отвода тепла и удаления стружки, уменьшить трение, подавляют вибрацию и уменьшают шероховатость поверхности, при рассверливании отверстий следует использовать подходящую смазочно-охлаждающую жидкость.. Эмульсия часто используется для развертывания стальных деталей., а керосин можно использовать для рассверливания чугунных отливок.
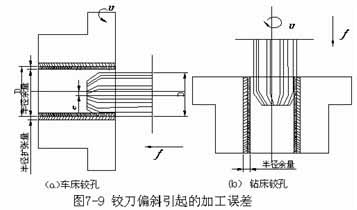
Как показано на рисунке 7-9а., при развертывании на токарном станке, если ось развертки, установленной во втулке задней бабки, смещена от оси вращения заготовки, это приведет к увеличению апертуры. Как показано на рисунке 7-9b., при рассверливании отверстия на сверлильном станке, если ось развертки смещена от оси исходного отверстия, это также приведет к ошибкам в форме отверстий..
Машинная развертка и станок обычно имеют плавающее соединение, чтобы предотвратить расширение диаметра отверстия или ошибку формы отверстия во время развертывания.. Плавающий патрон, используемый для плавающего соединения между разверткой и шпинделем станка, показан на рисунке. 7-10. Конический хвостовик 1 Плавающий патрон устанавливается в коническое отверстие станка, конический хвостовик развертки установлен в коническую втулку 2, стопорный штифт 3 используется для восприятия осевой силы, и булавка 4 может передавать крутящий момент. Поскольку между хвостовой частью конической втулки имеется большой зазор. 2 и большая дыра, и булавка 4 и маленькая дырочка, расширитель находится в плавающем состоянии.