 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Machining accuracy refers to the degree to which the actual geometric parameters (size, shape and position) of the part after processing conform to the ideal geometric parameters specified in the drawing. The higher the degree of this conformity, the higher the CNC machining accuracy.
In processing, due to the influence of various factors, it is actually impossible to process every geometric parameter of the part to exactly match the ideal geometric parameter, and there will always be some deviations. This kind of deviation is CNC machining error.
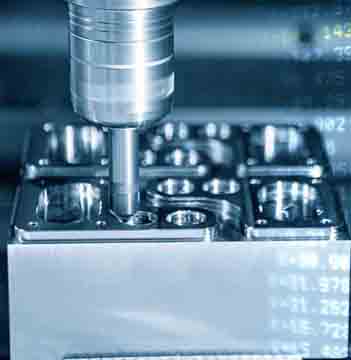
Boring of machining cavity
1. Method of obtaining part dimensional accuracy
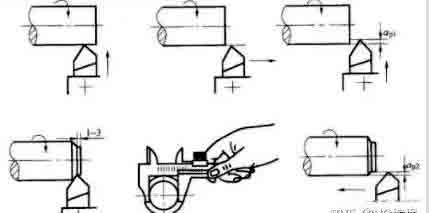
(1) Trial cutting method
То есть, first try to cut out a small part of the machined surface, and measure the size of the trial cut. Отрегулируйте положение режущей кромки инструмента относительно заготовки в соответствии с требованиями обработки., попробуй разрезать еще раз, и измерьте еще раз. После двух-трех пробных разрезов и измерений, когда обработанный размер соответствует требованиям, затем разрезается вся поверхность обрабатываемой детали.
Опробуйте метод резки “пробный разрез – Измерение – корректирование – снова вырезать”, повторяется до достижения требуемой точности размеров. Например, расточка полостей механической обработки.
Точность, достигаемая методом пробной резки, может быть очень высокой., и для этого не требуется сложное устройство, но этот метод требует много времени (требует многочисленных корректировок, пробные сокращения, измерения, и расчеты) и имеет низкую эффективность. Это также зависит от уровня квалификации рабочих и точности измерительных приборов., and the quality is unstable, so it is only used for prototype small batch production.
As a type of trial cut method: simulated matching. It is based on the machined part, processing another matched work piece, or combining two (or more than two) work pieces together for processing. The requirement of the final processed size in simulation matching is based on the matching requirements with the processed parts.
(2) Метод регулировки
Use sample or standard parts to adjust the accurate relative positions of machine tools, приспособления, cutting tools and workpieces to ensure the dimensional accuracy of the workpieces. Because the size is adjusted in advance, there is no need to try cutting again during processing, and the size is automatically obtained. And the size remains unchanged during a batch of parts processing, this is the adjustment method. Например, when using a milling machine fixture, the position of the tool is determined by the tool block. The essence of the adjustment method is to use the fixed stroke device or the tool setting device on the machine tool or the pre-set tool post. Make the tool reach a certain position accuracy relative to the machine tool or fixture, and then process a batch of workpieces.
It is also a kind of adjustment method to feed the tool according to the dial and then cut on the machine tool. This method needs to determine the scale on the dial according to the trial cut method. В массовом производстве, tool setting devices such as fixed-range stoppers, prototypes, and templates are often used for adjustment.
The adjustment method has better processing accuracy stability and higher productivity than the trial cut method. The requirements for machine tool operators are not high, but the requirements for machine tool adjusters are high. Often used in batch production and mass production.
(3) Setting size method
The method of using the corresponding size of the tool to ensure the size of the workpiece to be processed is called the setting size method. It uses standard-sized tools for processing, and the size of the machined surface is determined by the tool size. То есть, a tool with a certain dimensional accuracy (such as a reamer, a drill, и т. д.) is used to ensure the accuracy of the workpiece (such as a hole).
The setting size method is easy to operate, high productivity, and relatively stable processing accuracy, almost irrelevant to the skill level of the workers. With high productivity, it is widely used in various types of production. Например, бурение, расширение, и т. д..
The method of automatically obtaining the dimensional accuracy of CNC workpiece
(4) Active measurement method
In the process of processing, measure the processing size of the part while processing, and compare the measured result with the size required by the design. Or make the machine tool continue to work, or make the machine stop working, this is the active measurement method.
В настоящее время, the size in active measurement can be displayed digitally. The active measurement method adds the measurement device to the process system (то есть, the unity of machine tools, инструменты, fixtures and workpieces) and becomes its fifth factor.
Active measurement method has stable quality and high productivity, which is the development direction.
(5) Automatic control method
This method is composed of measuring device, feeding device and control system. It combines the measuring, feeding device and control system into an automatic processing system, and the processing process is automatically completed by the system.
A series of tasks such as size measurement, tool compensation adjustment, cutting processing, and machine stoppage are automatically completed, automatically achieving the required dimensional accuracy. Например, when processing on a CNC machine tool, parts are controlled by various instructions of the program to control the processing sequence and processing accuracy.
There are two specific methods of automatic control:
① Automatic measurement means that the machine has a device for automatically measuring the size of the workpiece. Когда заготовка достигнет необходимого размера, измерительное устройство выдаст команду автоматически втянуть станок и прекратить работу.
② Цифровое управление означает наличие серводвигателей., накатные гайки и полный набор цифровых устройств управления станком для контроля точного перемещения инструментальной стойки или рабочего стола.. Приобретение размеров (перемещение стойки инструмента или перемещение рабочего стола) автоматически управляется заранее запрограммированной программой через компьютерное цифровое устройство управления.
Первоначальный метод автоматического управления был дополнен использованием активных измерительных и механических или гидравлических систем управления.. Широко используются заранее подготовленные процедуры в соответствии с требованиями обработки.. Станок с программным управлением, выдаваемый системой управления для выполнения работы, или станок с цифровым управлением, выдаваемый системой управления для выполнения цифровых информационных инструкций.. И он может адаптироваться к изменению условий обработки в процессе обработки., автоматически регулировать объем обработки, и реализовать оптимизацию процесса обработки согласно заданным условиям.
Обработка методом автоматического управления имеет стабильное качество., high productivity, хорошая гибкость обработки, и может адаптироваться к многосортному производству. Это текущее направление развития механического производства и основа автоматизированного производства. (САМ).