 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Использование короткорежущего инструмента является основной особенностью пятиосной обработки.. Короткие инструменты значительно уменьшат отклонение инструмента, тем самым получая хорошее качество поверхности, избегая переделки, сокращение количества используемой сварочной проволоки, и сокращение времени обработки EDM. При рассмотрении пятиосной обработки, необходимо учитывать цели использования пресс-форм для пятиосной обработки:
Используйте максимально короткий режущий инструмент для завершения обработки всей заготовки.. Это также включает в себя сокращение программирования, время зажима и обработки, но можно получить более совершенное качество поверхности.
Пока полость заготовки не очень глубокая (относительно диаметра инструмента), трехосная траектория инструмента (2, 3, 5) достаточно. Если полость заготовки очень глубокая и имеет очень узкие части, недостаточно использовать только трехосную траекторию инструмента для завершения всей чистовой обработки. В этом случае, это приводит к плохому качеству поверхности и длительному времени обработки.. Фигура 1 это случай трехосной траектории инструмента. Здесь, самый короткий инструмент должен быть очень длинным, чтобы можно было обрабатывать все участки заготовки в вертикальном направлении..
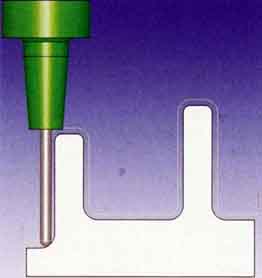
3-траектория обработки оси короткого инструмента
Фигура 1, Трехосная траектория обработки
При использовании более короткого инструмента, шпиндель должен быть наклонен, чтобы обеспечить возможность обработки специального участка заготовки. 3+2 Осевую обработку обычно рассматривают как установку постоянного угла к шпинделю.. Для сложных заготовок может потребоваться множество наклонных проекций, чтобы охватить всю заготовку., но это приведет к перекрытию траекторий инструмента и увеличению времени обработки..
Кроме того, все косые виды сложно точно совместить, поэтому объем работ по ручной полировке увеличится, и в то же время, это значительно увеличит движение внутрь и наружу, что часто приводит к проблемам с качеством поверхности и увеличению перемещений инструмента..
Фигура 2, 3+2 траектория инструмента оси, наконец, программирование таким образом будет мешать друг другу и отнимает много времени, а сумма всех видов часто не может охватить всю геометрию. Фигура 2 демонстрирует четыре вида заготовки, но в центре заготовки все еще остается область, которую невозможно покрыть. Эта область все еще нуждается в дополнительном косом виде..
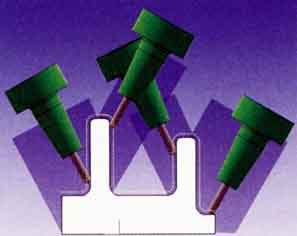
3+2 короткая траектория обработки инструмента по оси
Фигура 3, 5-траектория инструмента по оси

5-короткая траектория обработки инструмента по оси
Чтобы преодолеть недостатки 3+2 осевая обработка, одновременная пятиосевая обработка может быть лучшим выбором, не говоря уже о том, что некоторые пятиосные станки также имеют некоторые функции, специально разработанные для производства пресс-форм.. Пятиосевая рычажная обработка позволяет координировать три линейные оси и две поворотные оси, заставляя их двигаться одновременно., который решает все проблемы 3-осевого и 3+2 осевая обработка. Инструмент может быть очень коротким, нет совпадения взглядов, меньше вероятность пропустить зону обработки, и обработка может выполняться непрерывно без дополнительного импорта и экспорта (см. рисунок 3).