 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Сверление полузакрытое, резка с ЧПУ.. Температура резания очень высока в процессе сверления титанового сплава., отскок после сверления большой, стружка от сверла длинная и тонкая, легко прилипать и нелегко разряжать. Сверление титана часто приводит к закусыванию сверла., искривленный, и так далее. Поэтому, сверло должно иметь высокую прочность и хорошую жесткость, и химическое сродство между сверлом и титановым сплавом невелико.. Лучше всего использовать сверла из твердого сплава., но в настоящее время чаще всего используются спиральные сверла., после принятия некоторых мер по улучшению, также можно добиться лучших результатов.
(1) Улучшить сверла: Чтобы удовлетворить потребности в сверлах с ЧПУ из титанового сплава, для спиральных сверл следует принять следующие меры по улучшению:
Увеличьте верхний угол сверла., 2Ф=135°~140°; Увеличьте угол зазора на внешнем крае сверла., принимая 12°~15°; Увеличьте угол спирали, р=35°~40°; Увеличьте толщину сердцевины сверла и примите (0.22~0,4) делать (do - это диаметр сверла).
Использовать “С” форма или “Икс” форма для заточки долота сверла, длина кромки долота b=(0.08~0,1)делать, при этом обеспечив симметрию кромки долота ≤0,06 мм.. Оба типа кромок долота могут образовывать вторую режущую кромку., который играет роль отделения стружки и уменьшает осевую силу во время сверления..
Наиболее часто используется шлифовка режущей кромки формы, подходящей для сверления титановых сплавов, на спиральном сверле.. То есть, групповое сверло из титанового сплава, форма режущей части представлена на рисунке 7-1. На рисунке, внешние и внутренние углы режущей кромки 2φ и 2φ′ составляют 130°~140°, когда диаметр сверла не превышает>3~10 мм, и 125°~140°, когда>10~30 мм;
Угол зазора α внешнего края составляет 12°~18°, когда>3~10 мм, и 10°~15°, когда>10~30 мм;
Угол кромки долота ψ=45°;
Внутренний угол режущей кромки γτ=-10°~-15°;
Угол внутреннего лезвия τ=10°~15°;
Задний угол лезвия дуги aR=18°~20°..

Соответствующие параметры и объем сверления группового сверла из титанового сплава
См. таблицу 7-8 и таблица 7-9 для соответствующих параметров и количества сверлений сверл группы титановых сплавов.
На долоте выполнены четыре направляющие лопасти для увеличения секционного момента инерции долота., улучшить жесткость, и естественным образом образуют две вспомогательные охлаждающие канавки. Долговечность составляет около 3 раз выше, чем у стандартных дрелей, и температура резания снижается примерно 20%. В то же время, степень расширения отверстия уменьшается благодаря стабильной направляющей. Например, расширение отверстия четырехзубого сверла Ф3 мм составляет 0,03~0,04 мм., в то время как стандартное сверло составляет 0,05~0,06 мм..
(2) Выберите подходящую дрель: При сверлении глубоких отверстий с удлинением титанового сплава более 5, когда диаметр отверстия меньше или равен 30 мм, обычно используется ружейное сверло из цементированного карбида., как показано на рисунке 7-2; Если диаметр отверстия превышает 30 мм, используется твердосплавное сверло BTA или струйное всасывающее сверло.. Используйте ружейную дрель, показанную на рисунке. 7-2 просверлить отверстие ТС4, глубина отверстия 204 мм (Отношение длины к диаметру составляет около 26), а шероховатость поверхности Ra равна 1.6 мкм. Производительность увеличивается на 4 раз, фишки имеют форму “слива” или “С”, и удаление стружки - это нормально.
СОЖ на водной основе не следует использовать при сверлении глубоких отверстий., поскольку вода может образовывать пузырьки пара на режущей кромке при высоких температурах., которые могут легко привести к образованию наростов на краях и сделать бурение нестабильным.. Желательно использовать моторное масло N32 и керосин., соотношение которых 3:1 или 3:2, и серосодержащее смазочно-охлаждающее масло также можно использовать..
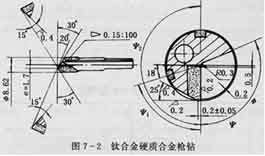
Твердосплавные ружейные сверла для сверления титановых сплавов
При использовании твердосплавного пистолета для сверления глубоких отверстий с отношением длины к диаметру более 30. Вибрационное бурение с применением вибрации менее 100 Гц в осевом направлении может повысить шероховатость поверхности заготовки Ra. 0.3 мкм и увеличить производительность на 5 раз. Конкретные параметры: Vc=17 м/мин., f=0,033 мин/об, амплитуда 0.07 мм, частота 35 Гц, округлость заготовки 4 мкм, а шероховатость поверхности Ra равна 0.33 мкм.
(3) Выбирайте подходящую смазочно-охлаждающую жидкость: Электролитическую смазочно-охлаждающую жидкость можно использовать при сверлении неглубоких отверстий.. В его состав входит себациновая кислота. 7%-10%, триэтаноламин 7%-10%, глицерин 7%-10%, борная кислота 7%-10%, нитрат натрия 3%-5%, а остальное вода.