 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Прочность и твердость нержавеющей стали 1Х18Н9Т очень низкая. (твердость ≤187HB), и пластичность очень высокая, с хорошей кислотостойкостью и коррозионной стойкостью. Механические свойства после обработки раствором:
Предел текучести s0,2≥205МПа, предел прочности на разрыв sb≥520МПа, удлинение d5≥40%, степень усадки y≥50%. Его очень сложно обрабатывать обычными твердосплавными инструментами и обычными методами., поскольку материал обладает высокой пластичностью и прочностью, который склонен к прилипанию и трудно сломать стружку. В то же время, создается вибрация, что делает инструмент легко скалывающимся и изнашиваемым.

детали из хромоникелевой нержавеющей стали
1. Выбор инструментального материала для обработки нержавеющей стали на станках с ЧПУ.
По характеристикам и характеристикам нержавеющей стали 1Cr18Ni9Ti., инструмент изготовлен из твердосплавных лезвий, марка YG813. Цементированный карбид YG813 эквивалентен K10-K20/M20 международного стандарта ISO., плотностью 14,4 г/см3, твердость 91,5HRA, и прочностью на изгиб 2100МПа.. Цементированный карбид обладает хорошей износостойкостью., горячая твердость, высокотемпературная вязкость и стойкость к адгезии, и подходит для обработки жаропрочных сплавов, нержавеющая сталь, сталь с высоким содержанием марганца и другие материалы. Потому что YG813 представляет собой сплав WC-Co с небольшим количеством карбидов редких тугоплавких металлов., имеет тонкую структуру и высокую прочность, который подходит для грубой и тонкой обработки.
2. Такие параметры, как величина резания и угол инструмента для обработки нержавеющей стали.
Возьмите фланец (Фигура 1) в настоящее время производится нашей компанией в качестве примера для ознакомления с выбором параметров, таких как параметры резания и углы инструмента..
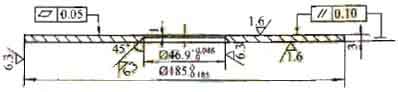
Обработка фланцев из нержавеющей стали
Фигура 1. Обработка фланцев из нержавеющей стали
(1) Величина резания при чистовой обработке нержавеющей стали
Среди трех элементов параметров резки, увеличение глубины резания ap и скорости подачи f увеличит силу резания, увеличить деформацию заготовки, и может вызвать вибрацию. Тем самым снижается точность обработки и увеличивается значение Ra шероховатости поверхности.. Когда скорость резания v увеличивается, сила резания снижается, и наросты можно уменьшить или избежать, что способствует улучшению качества обработки и качества поверхности.. Но в повороте, при скорости резания v=30-70м/мин., легко произвести вибрацию. Выше или ниже этого диапазона, вибрация имеет тенденцию ослабевать: когда подача f мала, амплитуда большая. По мере увеличения f, амплитуда становится меньше: глубина резания ap увеличивается, и амплитуда тоже увеличивается. Согласно приведенным выше выводам, при отделке фланца рис.. 1, глубину резания ap следует максимально уменьшить, и количество подачи f должно быть соответствующим образом уменьшено..
Практика показывает, что скорость резания v=15-25м/мин., глубина резания ap=0,10-0,15мм, и величина подачи f=0,18-0,25 мм/об.. В финальном тонком повороте, скорость резания v=80-100м/мин, глубина резания ap=0,01-0,03мм, и скорость подачи f=0,11-0,16 мм/об., который может достичь удовлетворительных результатов.
(2) Угол инструмента для обработки нержавеющей стали
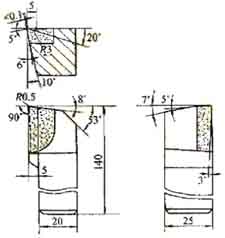
Правильно увеличьте передний угол инструмента и уменьшите скорость подачи, чтобы увеличить скорость резания и получить полосчатую стружку.. Сила резания ленточной стружки относительно стабильна., и обработанная поверхность становится более гладкой. Из-за низкой твердости материала заготовки, требования к твердости режущей кромки низкие, а задний угол инструмента можно соответствующим образом увеличить, чтобы уменьшить трение между боковой поверхностью и обрабатываемой поверхностью заготовки и сделать режущую кромку острой.. Выбор угла инструмента показан на рисунке.
Технические параметры обработанных заготовок из нержавеющей стали
Фигура 2. Схематическое изображение угла инструмента
(3) СОЖ для обработки нержавеющей стали
Роль СОЖ заключается в основном в охлаждении и смазке для улучшения процесса резки.. При отделке заготовки, основная надежда – улучшить качество поверхности и снизить износ инструмента.. Поэтому, выбрано смазочно-охлаждающее масло с низкой удельной теплоемкостью и плохой текучестью. Его основная функция – смазка., и это также имеет определенный охлаждающий эффект.
(4) Зажим заготовки из нержавеющей стали
Согласно обычному трехкулачковому патрону для зажима заготовки фланца для резки, трудно добиться точности обработки, особенно ровность и параллельность заготовки. Поэтому, необходимо спроектировать комплект одноразовых приспособлений. Первый, заготовка фланца из нержавеющей стали выточена, внутреннее отверстие временно просверлено диаметром 18 мм., а торцевая грань и внешний круг оставлены на 0,5 мм каждый.. По окончании поворота, первая установка, повернуть внешний круг торца, а затем установите и поверните внутреннее отверстие, который может в основном соответствовать техническим требованиям чертежа.