 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
1. Introdução
Realidade virtual, como uma nova tecnologia de alta tecnologia, tem sido amplamente utilizado em muitos campos, como aviação, aeroespacial, e fabricação. Uma importante aplicação desta tecnologia é a simulação de alguns fenômenos na indústria de transformação. O mais típico é a simulação do processo de usinagem CNC. Atualmente, tecnologia de simulação baseada em modelagem de superfície e modelagem sólida tem sido amplamente utilizada em simulação CNC, e também existem bons algoritmos para simulação de usinagem unilateral de fresadoras CNC de três eixos.
Este artigo propõe um novo tipo de algoritmo de modificação em tempo real do modelo sólido, que pode resolver o problema de realização de usinagem multifacetada de fresadora CNC, and this algorithm has been well applied in the simulation software of CNC machining. This article will elaborate on the specific ideas of the multi-faceted processing algorithm and the realistic processing of graphics, and give a specific graphical description.
2. Features of CNC programming algorithm and its implementation steps:
2.1 Algorithm features of CNC programming
This method mainly uses matrix grids to construct the surface of the processed workpiece, and displays the shape of the processed object by timely modifying the depth of the node passed by the milling cutter. Ao mesmo tempo, this algorithm can also easily realize the acceleration, deceleration and pause of the milling cutter, as well as the real-time zooming and rotation of the processed workpiece, fornecendo aos usuários diferentes ângulos de visão e métodos de observação.
As principais características do algoritmo de modificação em tempo real do modelo de entidade que propomos são as seguintes:
1) A velocidade de modificação da entidade não tem nada a ver com o número de códigos de processamento.
2) O processo de cálculo é estável e confiável.
3) A exibição dos resultados do cálculo de programação não tem nada a ver com o método de observação e a direção da linha de visão. Ele pode ampliar, gire e panoramize em tempo real durante ou após a modificação.
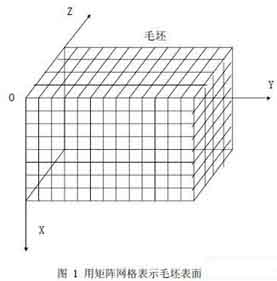
Use uma grade de matriz para representar a superfície da peça em bruto
2.2 A definição da estrutura do algoritmo de programação
A fresadora CNC de três eixos se move no eixo X, e eixo, e eixo Z. O espaço em branco processado é geralmente um cubóide. No processo de simulação computacional, escolhemos a fresa de ponta plana mais comumente usada. A superfície do espaço em branco é representada como uma grade de matriz m×n, conforme mostrado na Figura 1. Cada interseção é chamada de nó. Para cada nó, suas coordenadas relativas do ponto da superfície superior são fixas, e o que muda é a profundidade e o método de desenho. No processo de simulação, a profundidade do nó é constantemente alterada para expressar a situação real do espaço em branco que está sendo processado. Aumente a densidade da grade da matriz aumentando m e n, melhorando assim a precisão da simulação.
Primeiro use a lista vinculada relacionada para salvar o ponto de queda da faca e seus atributos relacionados. Use uma matriz bidimensional para registrar todos os pontos relevantes em cada superfície e as informações da lista vinculada correspondentes a cada ponto. Esta lista é usada para armazenar o ponto inicial deste espaço em branco, vertical processou todos os pontos em uma linha reta até a superfície. Os nós na lista vinculada registram as coordenadas dos pontos de processamento.
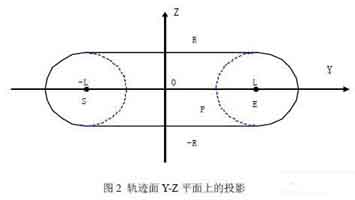
Projeção no plano Y-Z da superfície da pista
2.3 Etapas do algoritmo:
Passo 1: Inicializar, leia no programa CNC, os atributos da peça bruta a ser processada e as informações relevantes sobre a ferramenta e o ponto de queda da ferramenta, incluindo a seleção da superfície a ser processada.
Passo 2: De acordo com as informações de inicialização, execute o algoritmo de obtenção de pontos, registrar os pontos que foram processados e os pontos que não foram processados, aquilo é, seleção de nó.
Em um cálculo pelo computador, a fresa percorreu uma distância reta. Only those nodes on the trajectory surface should consider the modification of their depth, and call these points as modified points. If the machining surface is selected as ZOY, the flat-end milling cutter walks through a straight line, and the projection of its track surface on the X-Y plane is an area composed of a rectangle and two semicircles. Para simplificar o cálculo, we can move the coordinate system as shown in Figure 2:
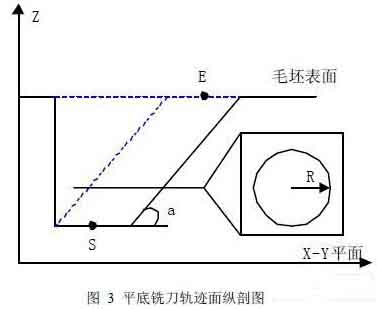
Longitudinal section of track surface of flat milling cutter
Where S is the projection of the starting point of the milling cutter on the Z-Y plane, E is the projection of the end point of the milling cutter on the Z-Y plane, the distance between S and E is 2L, and the origin is the midpoint of S and E. For any node P(sim, z) que atenda a uma das seguintes condições, torna-se um ponto de modificação:
EU. -R<=z <=R e -L<= você <=L
II.-R<=z <=R e | PS|<=R
III.-R<=z <=R e | EDUCAÇAO FISICA|<=R
De forma similar, se você optar por processar outras superfícies, o método é semelhante, exceto que as coordenadas correspondentes são alteradas.
Etapa 3: Modifique o cálculo da profundidade do ponto
A superfície da trilha da fresa de fundo plano tem tal propriedade: Se a superfície de processamento for selecionada como XOY, o plano z=Z0 será uma superfície com raio R (como mostrado na figura 3). Suponha que o ângulo entre o plano SE e X-Y seja um, e o ponto de modificação é P(x,sim,z),
Exibição de fresamento em ambos os lados da peça
Então eu. Se a distância horizontal entre P e S for menor que R, a profundidade de P deve ser igual a S.
II. Se a distância horizontal entre P e S não for menor que R, então a profundidade Z de P pode ser obtida pela equação |(PS)-(Z-Zs)/pecado|=R.
De forma similar, se você optar por processar outras superfícies, o método é semelhante, exceto que as coordenadas correspondentes são alteradas.
Passo 4: Conecte o intervalo processado em cada linha e coluna na superfície da peça, e a profundidade máxima de processamento correspondente no intervalo, respectivamente na forma de uma lista vinculada por linha e uma lista vinculada por coluna. E registre a profundidade máxima correspondente ao intervalo na linha (ou coluna) no nó principal da lista vinculada correspondente.

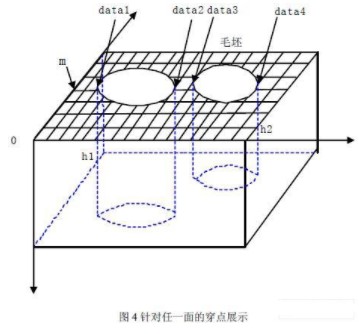
Lista vinculada de projeto de coordenadas de usinagem CNC
Como mostrado na figura 4, para qualquer rosto, a mésima linha: Supondo que nesta linha, a profundidade máxima entre dados e dados2 é h1, a profundidade máxima entre data3 e data4 é h2, e h1>h2, a seguinte lista vinculada será gerada:
A geração da lista vinculada é dinâmica, e será continuamente modificado à medida que o processamento avança. Em seguida, faça uma tabela hash para cada superfície para registrar todos os pontos relevantes em cada superfície e a lista vinculada das informações do ponto de profundidade correspondente a cada ponto.
Etapa 5: O desenho das peças é realizado.
O processo é dividido em duas partes: a superfície externa não processada da peça de pintura e a superfície envolvente formada após o processamento da pintura. Quando as peças estão sendo processadas, os pontos limites laterais da superfície do envelope devem ser coletados continuamente. Neste momento, as informações da tabela hash correspondente a cada face são usadas. Ao desenhar, de acordo com o processamento de diferentes superfícies, as coordenadas devem ser convertidas para que apareçam no mesmo espaço.
2.4 Processamento realista:
As ferramentas de implementação deste algoritmo são VC++6.0 e OpenGL. A grade matricial apenas constrói o “estrutura” do objeto. Se você quiser tornar objetos realistas no computador, você tem que considerar o processamento da luz. Para cada nó, defina um vetor normal para ele. Modificando o valor do vetor normal enquanto modifica a profundidade do nó, o processamento de luz pode ser adicionado à simulação.
No exemplo descrito na Figura 5, o tamanho do espaço em branco é 300 mm × 300 mm × 200 mm, e a grade da matriz é 256×256. Duas fresas de ponta plana com diâmetros diferentes (diâmetros: 14mm e 6 mm) são usados. O resultado após o processamento de peças de diferentes superfícies.
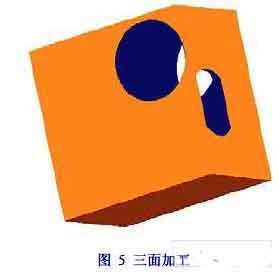
Usinagem CNC de peças em três lados
3 Conclusão
Na simulação de usinagem NC, além dos requisitos para a precisão da simulação, o processo de usinagem deve ser controlado a qualquer momento. No método deste artigo, alterar a densidade da grade da matriz pode melhorar a precisão da simulação. Para necessidades gerais, uma grade de densidade de 512╳512 é suficiente. Como uma grade matricial é usada para representar a peça processada, as operações de zoom e rotação da peça de trabalho tornam-se muito simples, o que é benéfico para o usuário observar cuidadosamente. Este algoritmo foi aplicado na prática e obteve bons resultados.