 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Na usinagem fina de peças finas, a diferença da usinagem de desbaste é que a influência da força de fixação, ferramenta de corte e parâmetros do processo sobre a tensão interna da peça devem ser totalmente considerados no processo de acabamento. Bem como a influência da força de corte e do calor de fresamento na estrutura da peça durante o fresamento, a deformação é controlada para evitar a deformação causada pela melhoria da eficiência, o que causa danos à precisão e qualidade da superfície da peça.

Seleção de fresas para fresamento de peças de liga de alumínio com paredes finas
Seleção de ferramentas de corte para usinagem de peças finas
A escolha de ferramentas mais razoáveis pode melhorar diretamente a eficiência da produção. O fresamento de materiais de liga de alumínio não requer materiais de alta qualidade. Geralmente, uma fresa de metal duro é suficiente, e o revestimento pode ser não revestido ou revestido com diamante. Em usinagem de desbaste, já que não é necessário considerar as questões de precisão e qualidade, o material metálico pode ser removido da maneira mais eficiente possível, portanto, uma ferramenta de grande diâmetro pode ser selecionada para reduzir o número de passes e diminuir o tempo de passe.
Além disso, em usinagem de desbaste, tente escolher ferramentas com dentes próximos em vez de ferramentas com dentes esparsos, o que pode aumentar o avanço por revolução, e a velocidade de corte pode ser aumentada na mesma velocidade. Na usinagem de acabamento, além de considerar o problema da remoção de material de alta eficiência, o problema do controle de força e deformação de componentes de paredes finas durante o corte também deve ser totalmente considerado.
Ferramentas de metal duro devem ser usadas para acabamento de peças de parede fina de liga de alumínio de alta resistência. O ângulo de inclinação da ferramenta não deve ser muito pequeno, caso contrário, a deformação e o atrito do corte aumentarão, o desgaste da face de inclinação aumentará, e a vida útil da ferramenta será reduzida. Além disso, a seleção do raio do arco da ponta da ferramenta deve ser apropriada, e os dentes da ferramenta não devem ser muito densos para facilitar a descarga de cavacos. É benéfico aumentar ainda mais a taxa de alimentação, evitar que a camada endurecida trabalhe a frio, e prolongar a vida útil da ferramenta.
Defina o caminho da ferramenta para fresar peças finas
Selecione o caminho da ferramenta para fresar peças finas
Uma maneira mais eficaz de aumentar a velocidade e a eficiência é otimizar o caminho da ferramenta, e garantir a direcionalidade do caminho da ferramenta durante o corte em alta velocidade. Aquilo é, o caminho da ferramenta é o mais simples possível, com menos pontos de viragem, e o caminho o mais suave possível para reduzir mudanças rápidas de direção; O tempo ocioso deve ser reduzido, e a proporção do tempo de corte em toda a peça deve ser aumentada tanto quanto possível;
Deveria tentar usar fresamento circular, sem interromper o processo de corte e o caminho da ferramenta. Reduza os tempos de entrada e saída da ferramenta, e obter um estável, processo de usinagem eficiente e de alta precisão.
Caminho da ferramenta da superfície com pequeno raio de curvatura
Caminho da ferramenta da superfície com pequeno raio de curvatura
Na usinagem em alta velocidade de superfícies curvas grandes e complexas de peças estruturais integrais, quando a curvatura da superfície curva muda muito, a direção do raio de curvatura máximo deve ser usada como a direção de corte ideal; Quando a curvatura da superfície curva muda ligeiramente, the influence of the radius of curvature on the cutting direction is weakened. It is better to choose the cutting direction with the longest average length of a single tool path.
Horizontal tool path for milling
Curved tool path with large radius of curvature
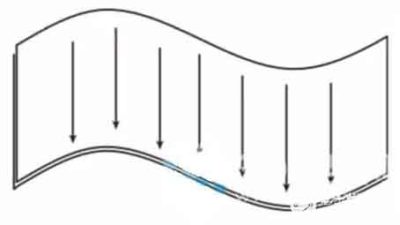
When machining inclined planes, if horizontal cutting is adopted, the cutting distance of each segment is very short. During the milling process, the spindle needs to change direction frequently, resulting in poor cutting stability. And because the milling is inclined, horizontal feed requires the linkage of X or Y axis and Z axis, which is not conducive to the increase of cutting speed.

Select the parameters for milling thin parts
Horizontal horizontal tool path for milling
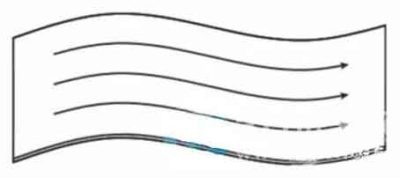
Portanto, for this type of bevel machining, o caminho da ferramenta deve ser organizado o mais paralelo possível ao chanfro mais longo possível. Não só o caminho da ferramenta é o mais longo, o número de vezes de reversão é o menor, mas a ferramenta única só é cortada nos planos X e Y. O movimento na direção do eixo Z é organizado fora do contorno da peça de trabalho, o que pode reduzir danos à ferramenta mesmo sob corte em alta velocidade.
Caminho de ferramenta paralelo oblíquo para fresamento
Seleção de parâmetros de corte
Em usinagem de desbaste, geralmente você pode escolher uma grande taxa de avanço e uma profundidade de corte apropriadamente grande, juntamente com uma velocidade de corte média “alto poder” corte de alta eficiência, que pode alcançar uma alta taxa de remoção de material, melhorando assim significativamente a eficiência da produção. Para acabamento, só é viável aumentar a velocidade e aumentar o número de dentes. Aumentar o avanço por dente pode reduzir a precisão da superfície, resultando em tensão residual e deformação. Portanto, “corte leve e corte rápido” com alta velocidade de corte e baixo avanço por dente é frequentemente usado para garantir a melhoria da eficiência da produção e a precisão e qualidade superficial dos produtos.
Os parâmetros de corte podem ser determinados através da análise de elementos finitos e testes de corte. Tomemos como exemplo um centro de usinagem CNC de pórtico com uma velocidade máxima do fuso de 24.000 r/min. Através da análise do software Third Wave AdvantEdge, no processo de usinagem de desbaste de painéis de paredes finas, se você escolher fresas intercambiáveis de φ25mm ou φ32mm. Para a otimização dos parâmetros de corte, a velocidade do fuso deve ser aumentada adequadamente, e a faixa de seleção é 12.000 ~ 15.000 r/min; O avanço por dente e a profundidade de corte não devem ser muito grandes, e as faixas selecionáveis são respectivamente 0,15mm/z e 2~3mm.
Parte dos dados de simulação de teste de fresamento
O teste de corte pode ser projetado dentro da faixa opcional dos parâmetros obtidos na análise de elementos finitos, e a eficiência de corte, rigidez da superfície, e topografia de superfície usinada são usados como critérios de avaliação, e os parâmetros de corte ideais são finalmente selecionados.
Sob a estratégia de usinagem de alta eficiência de peças de paredes finas de liga de alumínio, a seleção correta das ferramentas de fresagem mencionadas acima, ferramentas de corte, e parâmetros de fresagem também são necessários.