Características de defeito de peças fundidas de alumínio: a escória oxidada é distribuída principalmente na superfície superior da peça fundida, nos cantos do molde de fundição onde não passa ar. As fraturas são em sua maioria esbranquiçadas ou amarelas, e são encontrados por raios X ou processamento mecânico. Também pode ser encontrado em lavagens alcalinas, decapagem ou anodização
causa:
1. A carga de fundição de alumínio não é limpa, e a quantidade de carga usada é muito grande
2. Projeto de sistema de portão ruim
3. A escória no líquido da liga não é limpa
4. A operação de vazamento inadequada traz escória
A modificação suficiente do tempo de espera após o refino
Método de prevenção:
1. A carga deve ser soprada pela areia, e a quantidade de carga utilizada deve ser adequadamente reduzida
2. Melhorar o design do sistema de comporta para aumentar sua capacidade de retenção de escória
3. Use fluxo adequado para remover escória
4. O vazamento deve ser estável e prestar atenção à retenção de escória
5. O líquido da liga deve permanecer por um certo período de tempo após o refino antes de vazar
Poros e bolhas aparecem em peças fundidas de alumínio
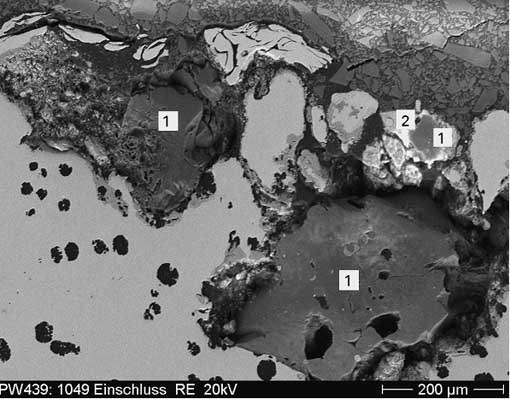
Características do defeito: Os poros na parede das peças fundidas de alumínio são geralmente redondos ou ovais, com uma superfície lisa, geralmente pele de óxido brilhante, às vezes amarelo oleoso. Poros e bolhas superficiais podem ser encontrados com jato de areia, e poros e bolhas internas podem ser encontrados por fluoroscopia de raios X ou processamento mecânico. As bolhas aparecem pretas no filme de raios X.
causa:
1. A liga fundida não é estável, e gás está envolvido
2. O (essencial) areia é misturada com impurezas orgânicas (como cortes de carvão, esterco de cavalo popular, etc.)
3. Má ventilação do molde e do núcleo de areia
4. Existem furos de encolhimento na superfície do ferro frio
5. Projeto de sistema de portão ruim
Método de prevenção:
1. Controle corretamente a velocidade de vazamento para evitar o envolvimento com gás.
2. Nenhuma impureza orgânica deve ser misturada na moldagem (essencial) areia para reduzir a evolução de gás do material de moldagem
3. Melhorar a capacidade de exaustão de (essencial) areia
4. Seleção e tratamento corretos de ferro frio
5. Melhorar o design do sistema de portão
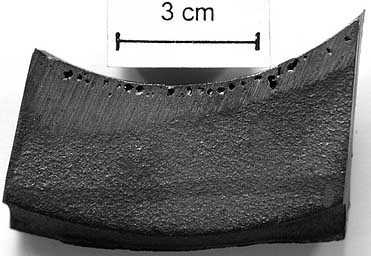
Encolhimento e frouxidão de peças fundidas de alumínio
causa:
1. Mau efeito de alimentação do riser de cavidade
2. A carga de fundição contém muito gás
3. Superaquecimento perto do corredor na cavidade
4. Há muita umidade na cavidade de areia e o núcleo de areia não está seco
5. Grãos de liga grossa
6. Posição inadequada da peça fundida no molde
7. A temperatura de vazamento está muito alta, a velocidade de vazamento é muito rápida
Método de prevenção:
1. A cavidade é preenchida com metal fundido do riser e o design do riser é melhorado
2. A carga de fundição deve ser limpa e não corrosiva
3. Um riser é definido na porosidade de contração da peça fundida, e ferro frio ou ferro frio é colocado em combinação com o riser
4. Controle a umidade da areia de moldagem e seque o núcleo de areia
5. Tomar medidas para refinar os grãos do material
6. Melhore a posição da peça fundida no molde para reduzir a temperatura e a velocidade de vazamento
Quatro, há rachaduras na fundição
Características de defeito de fundição de alumínio
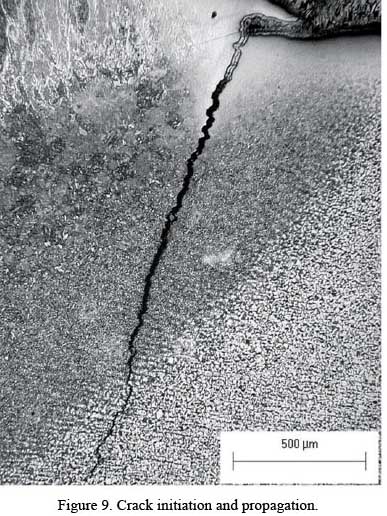
Fundição de crack
Rachaduras se desenvolvem ao longo dos limites dos grãos, muitas vezes acompanhada de segregação. É um tipo de trinca formada em temperaturas mais altas e fácil de aparecer em ligas com maior retração volumétrica e peças fundidas com formatos mais complexos..
2. Tratamento térmico de rachaduras
Devido à queima excessiva ou superaquecimento do tratamento térmico, muitas vezes apresenta fissuras transcristalinas. As ligas com grande tensão e coeficiente de expansão térmica são frequentemente resfriadas excessivamente. Ou quando há outros defeitos metalúrgicos
causa
1. O projeto da estrutura de fundição não é razoável, há cantos afiados, e a espessura da parede muda muito
2. Molde de areia (essencial) concessão pobre
3. Superaquecimento local do molde
4. A temperatura de vazamento está muito alta
5. É muito cedo para retirar a peça fundida do molde
6. O tratamento térmico está superaquecido ou queimado, e a taxa de resfriamento é excessiva
Método de prevenção
1. Melhorar o projeto estrutural das peças fundidas para evitar cantos vivos, esforce-se para obter espessura de parede uniforme e transição suave
2. Tomar medidas para aumentar a concessão de molde de areia (essencial)
3. Certifique-se de que todas as partes da peça fundida sejam solidificadas ao mesmo tempo ou sequencialmente, e melhorar o design do sistema de portão
4. Abaixe adequadamente a temperatura de vazamento
5. Controle o tempo de resfriamento do molde.
6. O método de correção térmica é usado quando a peça fundida está deformada.
7. Controle corretamente a temperatura do tratamento térmico e reduza a taxa de resfriamento de têmpera
O problema é que as peças fundidas de alumínio têm estrutura frouxa, alta porosidade, e contêm uma variedade de impurezas metálicas e não metálicas. Depois de tingir, o filme de óxido anódico é propenso a manchas brancas, e a qualidade do filme de óxido anódico nas peças fundidas de alumínio é difícil de garantir. A respeito disso, especialistas relevantes disseram que os seguintes métodos podem ser usados para evitar este problema:
o primeiro, Use método de impacto de alta tensão e alta densidade de corrente. Na fase inicial da anodização, choques de alta tensão e alta corrente são usados para conectar os grandes e pequenos “blocos” originalmente divididos por impurezas em pedaços por choques de alta corrente.
segundo, Método de retificação de superfície de fundição. A retificação pode preencher os poros da peça fundida com o pó de alumínio moído e atuar como uma ponte conectando os blocos separados por impurezas.
terceiro, Shot peening da superfície de fundição. Antes do método experimental de detonação, eu rodeio um martelo, a intenção é fazer a lacuna da barreira “bloquear” é fechado tocando, in order to connect to the sheet, the effect is significant results. Using these methods can effectively avoid the appearance of white spots after dyeing the anodized film of aluminum castings, thereby ensuring its quality.
Advantages of casting
1. It can produce parts with complex shapes, especially blanks with complex cavities (such as heating)
2. Wide adaptability, metal materials commonly used in industry can be cast. A few grams ~ hundreds of tons.
3. Wide sources of raw materials. The price is low. Scrap, scrap, chips
4. The shape and size of the casting is very close to that of the part, reducing the amount of cutting, which is less and without cutting.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe