 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Com o aumento do design de superfície complexo de peças na indústria moderna, 5-a usinagem de eixos será responsável por uma proporção crescente da usinagem CNC. Como a usinagem CNC de 5 eixos adiciona dois graus de liberdade de rotação, aumenta a dificuldade de cálculo de simulação de movimento de usinagem CNC e verificação de interferência de ferramenta, especialmente ao usinar peças com formas extremamente complexas. Portanto, Para garantir que a máquina-ferramenta CNC de cinco eixos execute o processamento de moagem de alta eficiência e alta qualidade, O desenvolvimento da geração de caminho de usinagem de cinco eixos e o software de verificação de interferência se tornará um grande problema para os pesquisadores.
propuseram um método de projeção de recurso adequado para o processamento de interferência da ferramenta de usinagem CNC de cinco eixos, que é discretizar a superfície usinada em uma série de pontos de recursos de superfície. Se a interferência da ferramenta ocorre pode ser julgada pelo fato de o ponto de característica entrar no interior da superfície da ferramenta. Ao mesmo tempo, A superfície curva usinada e a superfície da ferramenta são projetadas em um plano específico, e apenas os pontos de detecção de recursos na área de superfície curva, incluindo os gráficos de projeção de ferramentas, são submetidos a inspeção de interferência, o que melhora a eficiência da detecção de interferência.
1. Método de verificação de interferência
Coordenar o sistema e coordenar a transformação
Estabelecimento do sistema de coordenadas de 5 eixos
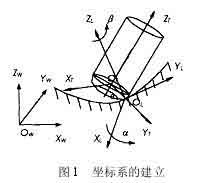
Como mostrado na figura 1, O sistema de coordenadas local L para usinagem NC do cortador circular de cinco eixos é representado como eixo XL, Eixo yl e eixo zl. O eixo YL sempre aponta para a direção de corte f do contato da ferramenta (CC Point para curta) Ol, e o eixo ZL aponta para a direção normal fora da superfície n. O eixo XL é determinado pela regra direita do eixo YL e do eixo ZL. A ferramenta geralmente gira em torno do eixo XL do eixo ZL para o eixo YL por um ângulo de chumbo (ângulo do calcanhar) um, e gira em torno do eixo Zl um por um ângulo de deslizamento B. Além disso, o sistema de coordenadas da ferramenta t (XT, Yt, Zt) também pode ser definido no ponto de localização da ferramenta (CL Point para curta) Ot. Onde o eixo YT Pointing Point e CC-Dot Chain Line CL Direction, Direção do eixo ZT do vetor de eixo da ferramenta, A direção do eixo XT é determinada pela regra da mão direita e eixo yt zt do eixo. A origem coordenada está no ponto central da ferramenta (ou seja, CL Point) Ot. Para simplificar a verificação de interferência, A superfície da ferramenta com uma forma relativamente regular é usada como referência para verificação de interferência. A superfície processada é discretizada para expressar a forma da superfície na forma de um conjunto de pontos característicos. Os dados originais desses pontos de características são expressos no sistema de coordenadas mundiais w, Portanto, os dados do ponto de característica devem primeiro ser transformados do sistema de coordenadas mundiais w (OW-XW, É, Zw) para o sistema de coordenadas local l (Ol-xl, Yl, Zl) ). Em seguida, é transformado do sistema de coordenadas local l para o sistema de coordenadas da ferramenta t (OT-XT, Yt, Zt).
Método de inspeção de interferência para usinagem de cortador de anel de 5 eixos
Método de verificação de interferência
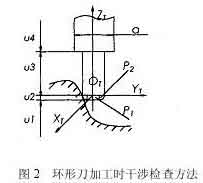
Se a ferramenta e a cabeça de energia foram selecionadas, O tamanho do sistema de ferramentas (ferramenta e cabeça de energia) é conhecido. Se o sistema de ferramentas interfere na superfície usinada pode ser determinada julgando se o ponto de característica P entra na superfície da ferramenta. Como mostrado na figura 2, É a relação posicional entre o sistema de ferramentas e a superfície usinada quando a faca de anel é processada. No sistema de coordenadas da ferramenta, Deixe a coordenada do ponto característico P ser pi (Xpt, Ypt, Zpt). De acordo com as diferentes partes combinadas do sistema de ferramentas, O valor da coordenada Zpt do ponto característico P é dividido em 4 seções para julgamento. Os detalhes são os seguintes:
Quando o ponto de característica P está dentro do intervalo de U1, Nenhuma interferência ocorrerá.
Quando o ponto característico P está no intervalo de U2, Existem duas situações, O toro é dividido em duas partes: a pequena parte cilíndrica P1 e a parte circular P2. Quando o ponto de característica está envolvido na parte cilíndrica P1, A interferência da ferramenta ocorre, aquilo é,
onde r representa o raio da ferramenta, e R1 representa o raio do anel da ferramenta circular.
Quando o ponto de característica está envolvido no anel da parte P2, A interferência da ferramenta também ocorre, o que está satisfeito

5 fórmula de cálculo de interferência da ferramenta de moagem de eixo
no estilo
5-fórmula de cálculo de interferência de usinagem de eixo
Se o ponto de característica P não entrar nas peças P1 e P2, Nenhuma interferência de ferramenta ocorrerá.
Quando o ponto característico P está dentro do alcance de U3, Quando a distância entre o ponto característico P e o eixo ZT é menor que o raio da ferramenta, A interferência da ferramenta ocorre, o que está satisfeito
De outra forma, Nenhuma interferência de ferramenta ocorrerá.
Quando o ponto de característica P está no intervalo de U4, A situação é a mesma que a de 3, Enquanto o raio da ferramenta r na equação (3) é substituído pelo raio da cabeça de energia d/2 para fazer o julgamento.
Os pontos de características da superfície curva que interferem no sistema de ferramentas são chamados de pontos de interferência. Detectar todos os pontos de interferência de acordo com o método acima, e calcule a quantidade de interferência na direção radial de cada ponto de interferência, e depois use um método apropriado para eliminar a interferência.
Método de projeção de recursos para inspeção de interferência
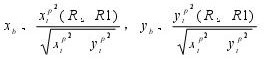
Projete o sistema de ferramentas e os pontos de características da superfície curva em um plano bidimensional (plano de projeção), e divida a superfície usinada em uma série de quadrados, levando uma distância razoável no plano de projeção bidimensional. Como mostrado na figura 3, Quando o quadrado é completamente coberto pelo contorno do sistema de ferramentas projetado, é registrado como um quadrado completo. Os pontos de recursos da superfície nesta área podem interferir no sistema de ferramentas;
Quando o quadrado não é intercebido pelo contorno do sistema de ferramentas projetado, É registrado como um não quadrado e é impossível interferir no sistema de ferramentas;
Quando a parte quadrada é coberta pelo contorno do sistema de ferramentas projetado, é registrado como um quadrado parcial. In order to further reduce the number of feature points inspection, a quadtree segmentation process is performed on part of the squares, non-squares are deleted, and the feature points that may interfere with each other are re-edited in the order of regions, and then the coordinate transformation and interference inspection are performed.
Net division method for reducing interference detection area in NC machining
2. Interference elimination method:
Rotating tool axis
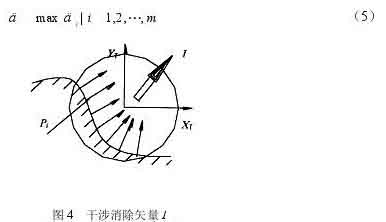
At a tool location point, there are m surface feature points that interfere with the tool system. Considering the interference situation of m interference points comprehensively, an optimal direction to eliminate interference can be found to eliminate the interference of the tool most effectively. Por esta razão, a new concept of “interference cancellation plane” is introduced. Project the surface normal vectors at m interference points onto the XTYT plane of the tool coordinate system T. Suppose the projection of the surface normal vector at the interference point on the XTYT plane is nxyi (i=1, 2, …, eu), and the interference component of the interference point on the XTYT plane is Dt (i=1, 2, …, eu) . Como mostrado na figura 4, the interference cancellation vector I can be obtained by

Interference detection method of rotating tool axis
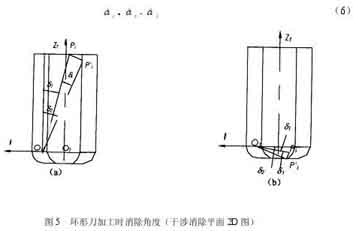
After the interference cancellation vector I (Sx, Sy, Sz) is calculated from the formula (4), the interference cancellation vector I and the ZT axis form the interference cancellation plane. Let the cross product vector of the axis ZT and the elimination vector I be K. On a plane parallel to the “interference elimination plane”, O ângulo de eliminação de interferência D que calcula quanto a ferramenta é inclinada em torno do eixo k, eu posso simplesmente eliminar a interferência da ferramenta. Como mostrado na figura 5. Assumindo que o ponto de interferência pi (i=1, 2,…, eu) é excluído da superfície do sistema de ferramentas, O ângulo mínimo necessário é DI (i=1, 2,…, eu). Então a interferência ângulo de cancelamento D é o valor máximo de todos os ângulos DI
Método do vetor de cancelamento de interferência
Para excluir o ponto de interferência PI do sistema de ferramentas, O ponto de interferência PI é fixo, e o sistema de ferramentas gira em torno do eixo k na direção i. É equivalente ao ângulo de rotação DI do ponto de interferência PI em relação ao sistema de ferramentas e ao sistema de coordenadas da ferramenta no plano do plano de eliminação de interferência paralelo Iotzt. Pegue o anel faca como um exemplo para analisar.
Como mostrado na figura 5, O eixo de rotação do sistema de ferramentas passa pelo ponto central O1 do arco de interseção do plano de eliminação iotzt e a superfície toroidal da ferramenta, e é paralelo ao vetor k, passa o ponto de interferência pi, e é paralelo ao plano de eliminação iotzt. Como um avião de seção, A linha de interseção entre o plano da seção e o toro da ferramenta é uma curva quarta, e a linha de interseção com a superfície cilíndrica é duas linhas retas. Existem duas situações em que o eixo da faca gira. Quando o ponto de interferência Pi cai no cilindro da faca circular, O ângulo de rotação Di é porte'piopi ' (Figura 5a), e a fórmula de cálculo é
Elimine o ângulo de interferência durante o processamento do cortador de anel
e o ângulo D1 é calculado da seguinte forma
Naquela hora, O ponto PI cruza a linha de seção da superfície cilíndrica durante a rotação, e a fórmula de cálculo para D2 é
Quando o ponto Pi não cruza a linha de seção cilíndrica durante a rotação, o ponto pi’ pode cruzar a curva quarta da seção circular ou a linha de seção do plano inferior da ferramenta. O cálculo do ângulo D2 é mais complicado quando cruza a curva quarta da seção circular. Para simplificar o cálculo, O ângulo de rotação é tratado de forma conservadora. Neste momento, O ângulo calculado D2 é maior que o ângulo real, Mas isso não tem efeito no processamento de interferência da ferramenta. The conservative processing points Pi’ are all rotated to intersect the bottom plane of the tool, and the angle d2 is equal to
Como mostrado na figura 5(b), when the interference point Pi falls into the circular knife ring, the rotation angle is also conservatively treated. The points Pi’ are all rotated to intersect the bottom plane of the tool, O ângulo de rotação Di é porte'piopi ', and the calculation formula is the same as equation (6), where the angles d1 and d2 are calculated as follows
When raising the knife, the interference point intersects the arc surface of the knife edge
When the denominator in formula (11) is smaller than the numerator, o ponto pi’ cannot intersect the bottom plane of the tool during the rotation. Neste momento, the interference cannot be eliminated by rotating the tool axis, but the possibility of this situation is extremely small.
The same principle can handle the interference points in the cylinder of the power head.
Although the tool system can eliminate the interference points by rotating the d angle to the I direction, the tool system may interfere with other surface feature points during the rotation. Portanto, after the tool system is rotated, a new tool axis vector must be calculated and a new tool coordinate system must be re-established. Then check the interference with the curved surface. When the interference phenomenon cannot be eliminated by rotating the tool axis, the tool lifting method along the tool axis is used to eliminate it.
knife lift method
When using the method of lifting the tool along the tool axis to eliminate interference, the amount of tool lifting along the ZT direction should be calculated. For m interference points Pi (i=1, 2, …, eu). Calculate the tool lift amount Dzi (i=1, 2,…, eu) excluded from each interference point, and also take the largest amount as the tool lift amount Dz.
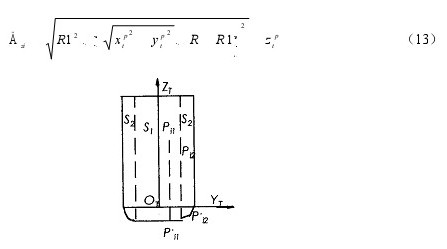
Como mostrado na figura 6. When using a ring knife for CNC machining, there are two ways to calculate the amount of tool lift. When the interference point Pi falls into the tool cylinder S1 with a radius of (R-R1), the tool lifts up, and the interference point finally intersects the bottom plane of the tool. The lifting amount is calculated as
When the interference point Pi falls within the ring body S2 with a radius difference of R1, the interference point intersects with the arc surface of the blade when the tool is lifted, and the lift amount is:
(1) Determine the CC point of the curved surface, the normal vector n and the tool passing vector f, calculate the CL point of the tool, establish the corresponding coordinate system, and calculate the initial tool axis vector Ti (i=1, 2, …, n);
(2) For a tool location point, select a specific plane, and project the tool system and the machining surface onto the plane;
(3) The processing surface is divided into a network on the projection plane to obtain a series of square regions. Use the tag Tag to indicate the nature of the square. When Tag=1, it is a complete square and accept; When Tag=2, it is non-square and discarded; When Tag=3, it is a partial square, and a quadtree division is required to discard non-squares;
(4) Arrange the surface feature points in the complete square and part of the square area obtained after segmentation in the order of the area, reprogram them into a detection file, and perform coordinate transformation of these feature points Pi from the world coordinate system W to the tool coordinate system T;
(5) In the tool coordinate system T, divide the coordinate value of the characteristic point Pi (xipp, yip, zipp) into segments to determine whether the point falls within the surface of the tool system. If it falls, interference occurs, go to the next step; If no interference occurs, go to 10;
(6) Need to raise the knife to eliminate interference, turn 9; In other cases, use the rotating tool axis method to eliminate interference, go to the next step;
(7) Determine the interference elimination plane and calculate the rotation angle di to eliminate interference;
(8) Calculate the new tool axis vector Ti’, determine the new tool coordinate T’, repeat steps 4 e 5 to determine whether the rotating tool axis method can eliminate interference. If it can be eliminated, go to 10; If it cannot be eliminated, move on to the next step;
(9) The tool lift amount Dzi in the direction of the tool axis, use the tool lift method to eliminate interference, and record the serial number of the tool location point for supplementary processing after the tool is moved;
(10) Judge whether it is the last tool location point, if it is not, then take down a tool location point and transfer to 2;
Output the test result and end.
3. Algorithm implementation

Design of 5-axis CNC machining of complex curved surfaces
Five-axis CNC machining of complex curved surfaces
The interference processing method is proposed for the situation of five-axis end milling CNC machining. E do método de processamento de interferência e reduzir a área de detecção, Dois aspectos para simplificar o processo de processamento de interferência. Propõe -se que a superfície do sistema de ferramentas seja usada como padrão de detecção, e a superfície usinada é discretizada em um conjunto de pontos de características de superfície. O problema da verificação de interferência da ferramenta em um espaço tridimensional tão complexo é simplificado para um simples problema de cálculo plano. Ao mesmo tempo, Para eliminar a interferência da ferramenta com mais eficácia, Um plano de eliminação de interferência é determinado de acordo com a situação de interferência. Além disso, Ao projetar o sistema de ferramentas e os pontos de características da superfície curva em um plano específico e dividir o plano de projeção em uma rede para excluir algumas áreas de detecção irrelevantes, O tempo de cálculo pode ser bastante reduzido. Este método pode ser usado para o cortador de cabeça da bola, interferência de mordida de corte e interferência de colisão nas facas de cortador anular plano e processado, O algoritmo é estável, fácil de implementar.