 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
O uso de ferramentas de corte curto é a principal característica da usinagem de cinco eixos. Ferramentas curtas reduzirão significativamente o desvio da ferramenta, obtendo assim uma boa qualidade de superfície, evitando retrabalho, reduzindo a quantidade de haste de soldagem usada, e encurtando o tempo de processamento do EDM. Ao considerar a usinagem de cinco eixos, os objetivos do uso de moldes de usinagem de cinco eixos devem ser considerados:
Use a ferramenta de corte mais curta possível para completar o processamento de toda a peça de trabalho. Também inclui a redução da programação, tempo de fixação e processamento, mas pode obter uma qualidade de superfície mais perfeita.
Contanto que a cavidade da peça não seja muito profunda (em relação ao diâmetro da ferramenta), um caminho de ferramenta de três eixos (2, 3, 5) é suficiente. Se a cavidade da peça for muito profunda e tiver partes muito estreitas, não é suficiente usar um caminho de ferramenta puro de três eixos para completar todo o acabamento. Nesse caso, a má qualidade da superfície e o longo tempo de processamento resultam. Figura 1 é o caso de um caminho de ferramenta de três eixos. Aqui, a ferramenta mais curta deve ser muito longa para poder usinar todas as áreas da peça na direção vertical.
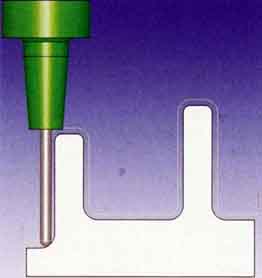
3-caminho de usinagem do eixo da ferramenta curta
Figura 1, Caminho de usinagem de três eixos
Ao usar uma ferramenta mais curta, o fuso deve ser inclinado para garantir que a área especial da peça possa ser processada. 3+2 a usinagem do eixo é geralmente considerada como o ajuste de um ângulo constante em relação ao fuso. Peças de trabalho complexas podem exigir muitas vistas oblíquas para cobrir toda a peça de trabalho, mas isso fará com que os caminhos da ferramenta se sobreponham e aumentem o tempo de usinagem.
Além disso, todas as vistas oblíquas são difíceis de combinar com precisão, então a carga de trabalho do polimento manual aumentará, e ao mesmo tempo, aumentará muito o movimento para dentro e para fora, o que muitas vezes leva a problemas de qualidade de superfície e maior movimento da ferramenta.
Figura 2, 3+2 caminho da ferramenta do eixoFinalmente, programar desta forma interferirá entre si e consumirá muito tempo, e a soma de todas as vistas muitas vezes não consegue cobrir toda a geometria. Figura 2 demonstra quatro visualizações da peça de trabalho, mas ainda há uma área no centro da peça que não pode ser coberta. Esta área ainda precisa de uma visão oblíqua adicional.
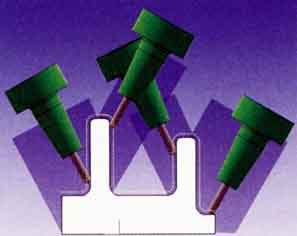
3+2 caminho curto de usinagem da ferramenta do eixo
Figura 3, 5-caminho da ferramenta do eixo

5-caminho curto de usinagem da ferramenta do eixo
Para superar as deficiências 3+2 usinagem de eixo, usinagem simultânea de cinco eixos pode ser uma escolha melhor, sem falar que algumas máquinas-ferramentas de cinco eixos também possuem algumas funções especialmente projetadas para a indústria de moldes. A usinagem de articulação de cinco eixos pode coordenar três eixos lineares e dois eixos rotativos para fazê-los se moverem ao mesmo tempo, que resolve todos os problemas de 3 eixos e 3+2 usinagem de eixo. A ferramenta pode ser muito curta, não há sobreposição de visualizações, a possibilidade de perder a área de processamento é menor, e o processamento pode ser realizado continuamente sem importação e exportação adicionais (Veja a figura 3).