 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
De acordo com o material, características estruturais e requisitos técnicos do impulsor, o plano de usinagem CNC é analisado e estudado, incluindo o processo de usinagem, dificuldades técnicas e medidas técnicas tomadas. Recomenda-se adicionar os ressaltos de fixação do processo necessários em uma extremidade do impulsor, e projetar e desenvolver um molde de fixação especial para atender aos requisitos de processamento do impulsor. Não apenas atende aos requisitos de precisão de usinagem CNC e tolerância de forma das peças padronizadas, mas também a eficiência da usinagem é bastante melhorada.
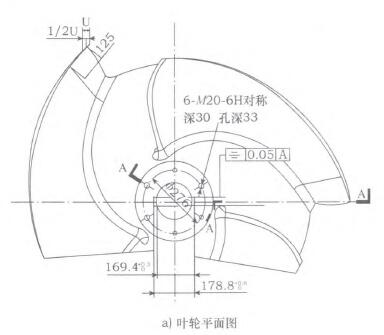
Vista plana do impulsor da bomba de fluxo misto
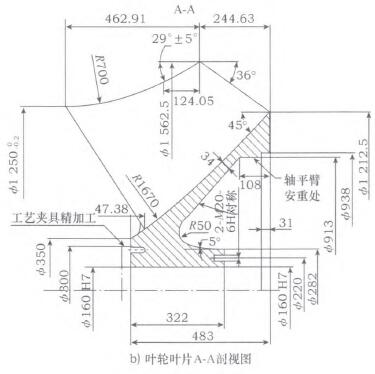
Seção A-A da lâmina do impulsor
Palavras-chave: impulsor; Processo de usinagem CNC; ferramentas especiais; melhoria de processos
introdução
Bombas verticais de fluxo misto são amplamente utilizadas em usinas de energia, usinas de energia para transportar água de resfriamento circulante, dessalinização da água do mar, abastecimento de água urbana e estações de drenagem e bombeamento, e irrigação agrícola. Desempenhou um grande papel na ecologização e na proteção ambiental da cidade. Porque o impulsor é a parte fundamental da rotação da bomba de água, os requisitos técnicos são relativamente altos, então seu processamento preciso é um grande problema. O processamento preciso pode reduzir a vibração causada pelo fluxo de água e aumentar a vida útil do impulsor. O diâmetro de saída da bomba vertical de fluxo misto é relativamente grande (como 4,1 800milímetros), e a coaxialidade entre o impulsor e a linha central do furo correspondente da bomba é muito importante. Se a coaxialidade não atender aos requisitos, a câmara do impulsor será esfregada, e o impulsor será danificado. Portanto, a precisão de usinagem e a coaxialidade do impulsor são particularmente importantes.
1. Análise de materiais de peças do impulsor e tecnologia de processamento
1.1 Características do material do impulsor e da peça bruta
O objeto de processamento é o impulsor mostrado na Figura 1. Devido à sua estrutura complexa, fundições de aço são geralmente usadas. A margem de corte da peça bruta de fundição é relativamente grande, se o tamanho do espaço em branco for 4,1 250~4,2 000mm, o subsídio (um lado) é 23mm; Se o tamanho do branco for 4,800-4,1 250milímetros, a margem (um lado) é 21 mm. O material do impulsor é ZGOFCRl9N19, que é aço inoxidável austenítico e contém elemento Ni. A resistência do Ni é ótima, o que afeta o desempenho de corte, e a ferramenta é facilmente danificada ao colar. O aço inoxidável austenítico também é submetido a tratamento de solução a 1010~1150℃, e sua dureza está geralmente entre 360 ~ 400HB. Juntamente com a pele preta produzida durante a fundição de aço inoxidável austenítico, sua dureza é maior. Além disso, já que o corte da lâmina é descontínuo, é fácil causar o colapso da ferramenta durante o corte, então a usinagem do impulsor requer ferramentas relativamente altas.
Projetar o processo de usinagem NC das pás do impulsor
1.2 Análise de processo de impulsor de usinagem CNC
Devido à forma complexa do impulsor, alta dureza, e fácil adesão à faca durante a fresagem, seu processamento é difícil. Os métodos de processamento também são diversos. Entre eles, TVP400: 31/32 O tipo de máquina-ferramenta vertical é o mais amplamente utilizado no processamento, mas requer um alto nível de trabalhadores, e ferramentas especiais são necessárias para garantir a confiabilidade da fixação e a estabilidade do corte. De um modo geral, o processamento do impulsor tem os seguintes problemas.
Plano geral de processamento e fixação do impulsor
Figura 1 Diagrama de peças do impulsor
1) O tempo de alinhamento é muito longo. A força que atua na peça de trabalho na direção radial (apontando para a direção do eixo de rotação da peça de trabalho) durante o corte é extremamente fácil fazer com que a peça vibre e cause deslocamento. Neste momento, é necessário um segundo alinhamento.
2) A precisão e o tamanho do processo são difíceis de garantir. As pás do impulsor são esféricas externas e requerem precisão relativamente alta. Juntamente com a influência do erro da própria máquina-ferramenta, é difícil garantir a precisão da usinagem do impulsor.
3) Baixa eficiência de produção. Ao usinar as lâminas do impulsor CNC, o tempo auxiliar e o tempo de manobra são muito longos, especialmente para produção de peça única.
4) É fácil produzir resíduos. É difícil garantir a precisão do processamento e o tamanho do processo, o que aumenta a taxa de sucata e o custo de produção.
2. Processo de usinagem CNC para pás do impulsor
2.1 Determinação do plano de referência
De acordo com os requisitos do processo, selecione a superfície não usinada como superfície de referência áspera. Isso pode ser visto no desenho das peças do impulsor mostrado na Figura 1 que a superfície de formação composta de tamanho 13mm e R50 é 45C no lado superior esquerdo da raiz da lâmina. A superfície inclinada é uma superfície não usinada e pode ser usada como superfície de referência áspera. Mas porque é uma superfície não usinada, como superfície de referência, calibração é muito importante, e as duas superfícies devem ser coaxiais. Se o plano de referência não estiver calibrado corretamente, isso afetará a ausência de peso do equilíbrio dinâmico. Se o desvio de correção do nível de referência for muito grande, o equilíbrio dinâmico perderá muito peso, isso definitivamente afetará a força do impulsor, e até causar sucata. Portanto, a fim de evitar efeitos adversos devido à desduplicação, é particularmente importante calibrar o plano de referência e garantir a espessura da parede.
2.2 Processo de usinagem CNC de pás do impulsor
De acordo com a discussão acima, é necessário fixar o lado superior esquerdo 45 da raiz da lâmina. O plano inclinado é calibrado, mas porque a estrutura da lâmina do impulsor é de três peças, e é uma superfície de arco circular. Se os seis furos M20 no lado esquerdo da Figura 1a não puderem ser fixados firmemente, esses seis furos só podem ser usados para usinagem de desbaste e fixação, então a saliência esquerda da embarcação é espessada e seis furos para parafusos M24 são usinados nela. Usado para fixação. Ao fixar com a saliência do acessório de artesanato à esquerda, primeiro corrija a superfície de formação composta de tamanho 13mm e R50mm e use-a como referência, e depois cortar 61 212.5círculo externo de mm e plano grande de 4.1122,5 mm na extremidade direita. Then use the molding surface composed of size 13mm and R50mm as the reverse reference to correct the upper, middle and lower three points of the 450 slope on the upper left side (Upper and lower points can be selected at 30mm from the outer end, and the midpoint can be selected as the midpoint of the inclined plane); Finalmente, rough turning and flattening the process boss plane at the left end.
If the planes at the left and right ends are deviated due to casting, a certain amount of cutting allowance can be left on both sides, which can reduce parts scrap due to excessive imbalance caused by casting deviation. With the benchmarks at both ends of the impeller, the subsequent milling process can be carried out according to the machining process of the impeller blade shown in (Table 1).
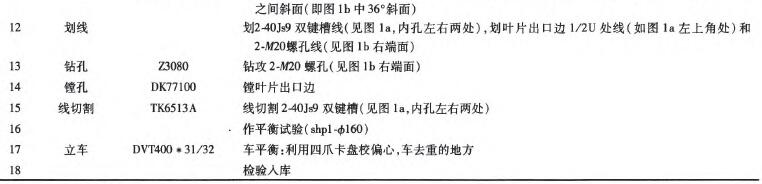
Table 1, Machining technology of impeller blade
According to the above analysis, the method of processing impellers by vertical turning must be improved to meet the needs of processing accuracy and mass production. Por exemplo, by improving the mold, high processing accuracy can be achieved, and the processing equipment is simple, and the operation and adjustment are also convenient.
3. Impeller processing tooling and its solutions
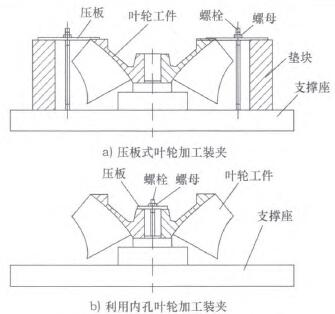
3.1 General impeller processing and clamping method
According to the general vertical lathe processing technology, when from rough machining to final finishing, the west 122.5mm outer circle, the right end face and the right end at qb282mm, turning 938mm stop, need to change the pressure plate. The pressing plate type impeller machining clamping method shown in Fig. 2a e o método de fixação de usinagem do impulsor com furo interno mostrado na Fig.. 2b são respectivamente adotados. No processo de troca da placa de pressão, devido ao longo tempo e instabilidade, a precisão das peças diminuiu e os requisitos de desenho não puderam ser atendidos. Também, ao usar o furo interno para fixação, já que a superfície L do furo interno +160H7 é muito pequena, a superfície de contato é pequena, e a estabilidade durante a compressão é relativamente pobre. A força de corte ao processar o círculo externo oeste de 1212,5 mm e sua face final direita é relativamente grande, e o material é aço inoxidável austenítico, o que também aumenta a dificuldade de corte. Corte descuidado fará com que a faca vire. A parte mais leve será descartada, e o mais severo causará vítimas. Para melhorar a produtividade do trabalho, garantir a qualidade do processamento, e reduzir a intensidade do trabalho, é necessário melhorar o processamento do impulsor e o método de fixação.
3.2 Plano aprimorado para processamento e fixação do impulsor
A tecnologia de processamento do impulsor e a melhoria das ferramentas para moldes de madeira devem começar a partir da garantia de qualidade de referência aproximada. Conforme descrito no Capítulo 2 deste artigo, comece com a superfície não usinada da parede externa do impulsor e corrija o lado superior esquerdo 45. A parte superior, três pontos médios e inferiores do plano inclinado (dois pontos superior e inferior podem ser selecionados a 30 mm da extremidade externa, and the midpoint can be selected as the midpoint of the inclined plane). O anel externo e o plano fundidos na superfície da extremidade esquerda e em ambas as extremidades do torneamento de desbaste, ciúme de correção reversa 13mm e R50mm formando superfície como superfície de referência. Se houver um desvio entre a parede interna e a parede externa do impulsor, uma certa margem de corte pode ser deixada em ambas as paredes, de modo que o erro de espessura da parede causado pela fundição possa ser reduzido.
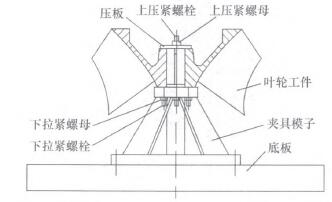
Posicionamento do dispositivo e estado do impulsor de fixação
Figura 2. Plano geral de fixação para processamento de impulsor de placa de prensagem
Por exemplo, ao girar a face final direita de qb282mm, a face final direita de 122,5 mm e o círculo externo, você pode primeiro desenhar a linha do furo 6-M20-6H na peça mostrada na Figura 1a, e depois faça o furo 6-M20-6H. Então durante o giro vertical, use o orifício roscado 6-M20 L para pressioná-lo no molde do gabarito giratório do impulsor mostrado na Figura 3, girando a superfície redonda externa qb282mm. Girando l 212,5ram a superfície da extremidade direita e sua superfície do círculo externo. Figura 4 mostra o posicionamento do molde de fixação e o estado de fixação do impulsor. As ferramentas de molde de madeira são adequadas para processamento em lote do corpo do impulsor, o que torna a fixação do corpo do impulsor confiável, conveniente e rápido. Essa tecnologia e método de processamento do corpo do impulsor podem facilmente fazer com que a precisão do processamento e a tolerância de forma e posição atendam aos requisitos do padrão, e tornar o processamento do corpo do impulsor Hd mais razoável 0|.
3.3 O molde de fixação de usinagem do impulsor e suas instruções de posicionamento
A estrutura do molde do dispositivo giratório do impulsor é mostrada na Figura 3. Posicione a peça com tkl60 L, coloque a peça no molde, aperte a extremidade inferior com uma porca, aquilo é, use o molde de fixação mostrado na Figura 4 para caber no 6 furos roscados na extremidade esquerda da peça. Primeiro, aperte seis pinos M20 de extremidade dupla com um comprimento de cerca de 120 mm na peça, e, em seguida, prenda a placa de pressão com pinos M30 no centro do molde e no centro da peça. O posicionamento de referência adota a parte de contato entre a face final esquerda do corpo do impulsor mostrado na Figura 1a e o plano da braçadeira, o que equivale a 3 pontos de apoio que restringem 3 graus de liberdade;
O contato entre o 6160 a superfície do furo interno da extremidade esquerda do corpo do impulsor e a superfície lateral da saliência do acessório é equivalente a dois pontos de apoio restringindo dois graus de liberdade, e o último grau de liberdade é garantido pela placa de pressão.
Figura 3, a estrutura do molde de fixação de giro do impulsor
4. Conclusão
O impulsor é processado sob a condição de plano de referência incorreto, o que afeta seriamente o equilíbrio do impulsor, faz com que o impulsor e o rolamento vibrem, e danifica a câmara do impulsor e outras peças. Se a bomba d'água falhar, isso colocará seriamente em risco a segurança operacional da usina, e até causar acidentes graves. Através do uso de moldes de fixação melhorados e outras operações, a precisão da usinagem e as tolerâncias de forma atendem totalmente aos requisitos de projeto do padrão, e a eficiência da usinagem é aumentada em cerca de 40%. O método de posicionamento do molde de fixação é razoável, a fixação é confiável, conveniente e rápido, e a qualidade de processamento do impulsor permanece estável. Satisfaz a fabricação em lote, melhora a produtividade do trabalho, reduz custos de produção, melhora a eficiência econômica, e aumenta a competitividade dos produtos no mercado.