 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Brochamento de liga de alumínio, aço inoxidável, peças de liga de cobre e titânio:
O brochamento é um método de acabamento altamente eficiente. Além de brochar furos redondos, também pode perfurar furos e rasgos de chaveta internos de vários formatos de seção transversal, como mostrado na figura 7-19. O grau de tolerância dimensional alcançável para brochamento de furos redondos é IT9~IT7, e o valor da rugosidade da superfície é Ra1,6 ~ 0,4 μm.
1. O brochamento pode ser considerado como aplainamento com múltiplas plainas dispostas em ordem de alta e baixa, como mostrado na figura 7-20. A estrutura do broche com furo redondo é mostrada na Figura 7-21, e as funções de cada parte são as seguintes:

Vários formatos diferentes de furos de brochamento
A haste do broche: É a parte onde o broche é preso pela pinça faca do broche.
O diâmetro do pescoço do broche é o menor: quando a força de brochamento é muito grande, geralmente quebra aqui, o que é conveniente para reparo de soldagem.
O cone de transição do broche: guiar o broche no furo que está sendo usinado.
A parte principal do broche: para garantir uma transição suave da peça de trabalho para a peça de corte, e ao mesmo tempo, verifique se a abertura antes de puxar é muito pequena para evitar que o primeiro dente seja danificado devido à carga excessiva.
A parte cortante do broche: incluindo corte bruto e corte fino, realiza o principal trabalho de corte.
A parte principal da faca de brochamento. Quando os dentes da fresa de brochamento se afastam da peça de trabalho, evita que a peça de trabalho ceda, arranhando a superfície usinada e danificando os dentes do cortador.
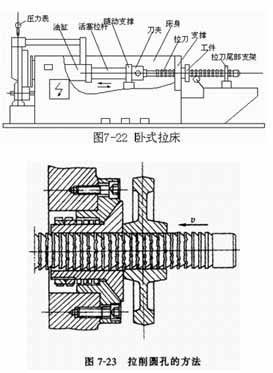
Método de brochamento de furos redondos
A brochadeira horizontal é mostrada na Figura 7-22. O corpo da máquina está equipado com um cilindro de acionamento hidráulico, e a extremidade direita da haste do pistão está equipada com um suporte seguidor e um porta-faca para apoiar e fixar a faca de brochar. Antes do trabalho, a faca de brochar é apoiada no rolo e no suporte traseiro da brocha, e a peça é penetrada pela extremidade esquerda do broche. Quando o porta-ferramenta prende a faca de brochamento para se mover linearmente para a esquerda, a peça de trabalho repousa sobre o “apoiar”, e a faca de brochamento pode completar o processo de corte. O movimento linear da brochadeira é o movimento principal, e o movimento de avanço é completado pelo levantamento de cada dente da brochadora.
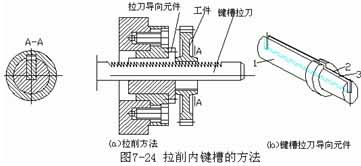
Método de brochamento de ranhura interna
(1) Brochar furos redondos é mostrado na Figura 7-23. O diâmetro do furo de brochamento é geralmente de 8 ~ 125 mm, e a relação entre comprimento e diâmetro do furo geralmente não é superior a 5. Geralmente, pré-processamento preciso não é necessário antes do brochamento, e o brochamento pode ser feito após a perfuração ou mandrilamento em desbaste. Se a face final da peça de trabalho não for perpendicular ao eixo do furo, a face final é pressionada contra a arruela esférica da brochadeira. Sob a ação da força de brochamento, a peça de trabalho e a arruela esférica são levemente giradas, para que o eixo do furo seja ajustado automaticamente na mesma direção que o eixo do broche, o que pode impedir que o broche quebre.
(2) Brochamento do rasgo de chaveta interno conforme mostrado na Figura 7-24a. O broche de chaveta é plano, com dentes na parte superior. A posição correta da peça de trabalho e da brochadora é garantida pelo elemento guia. O cilindro 1 do elemento guia da faca de brochar (Figura 7-24b) é inserido no furo final da brochadeira, o cilindro 2 é usado para segurar a peça de trabalho, e a vaga 3 é para a faca de brochar.