 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe





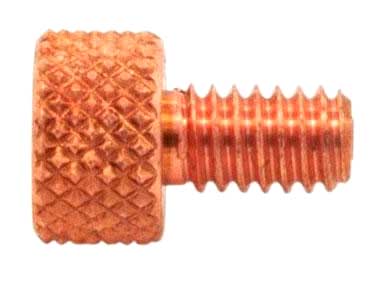
 Koperen draaidelen met binnen- en buitendraad | Op de foto links ziet u een koperen draaideel met binnen- en buitenschroefdraad. Wachten, er lijkt iets mis te zijn. . . . . . Is dit koper? |
 Koperen mondstuk van luchtbevochtiger | Nog een koperen luchtmondstuk met draaibewerking vergelijkbaar met de twee producten op de vorige foto. |
 In reliëf gemaakte koperen draaidelen | Gedraaide delen van twee soorten roodkoper en zuurstofvrij koper TU. |
 Koperen draaidelen met schroefdraad aan beide uiteinden | Een koperen draaideel met schroefdraad aan beide uiteinden. Het effect na vernikkelen |
 Koperen draaidelen met kogelkop | Gedraaide delen met kogelkoppen worden gemaakt door eenmalig te draaien met een vormmes. De buitenste cirkel hoeft niet gepolijst te worden, maar het is zo glad als een spiegel. De maat van de linkerfoto is H6.35 (maximale buitencirkel) *7.9 (totale lengte) *M3 (binnendraad en gatdiameter) |