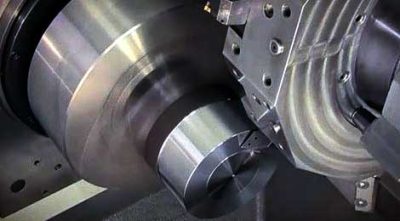
Het snijden van roestvrij staal is het proces waarbij roestvrijstalen onderdelen volgens tekeningen worden verwerkt met bewerkingsapparatuur zoals draaibanken, freesmachines, en schaafmachines.
De belangrijkste eigenschappen van roestvrij staal
De verwerkbaarheid is veel slechter dan die van middelmatig koolstofstaal. Door de bewerkbaarheid van gewone nr. 45 staal als 100%, de relatieve bewerkbaarheid van austenitisch roestvast staal 1Cr18Ni9Ti is dat wel 40%; De relatieve draaibaarheid van ferritisch roestvast staal 1Cr28 is 48%; Martensitisch roestvrij staal 2Cr13 is 55%. Onder hen, austenitisch en austenitisch + ferritisch roestvast staal heeft de slechtste bewerkbaarheid.
De belangrijkste kenmerken van CNC-bewerking van roestvrij staal
Ernstige verharding tijdens CNC-bewerking
Onder roestvrij staal, het werkverharding van austenitisch en austenitisch + ferritisch roestvast staal is het meest prominent. Bijvoorbeeld, de sterkte σb van austenitisch roestvrij staal na verharding bereikt 1470 ~ 1960 MPa, en met de toename van σb, de vloeigrens σs neemt toe; Het gegloeide austenitische roestvrij staal σs overschrijdt niet 30% naar 45% van σb, maar het bereikt 85% naar 95% na verharding van het werk. De diepte van de door het werk geharde laag kan reiken 1/3 of meer van de zaagdiepte; De hardheid van de door het werk geharde laag is 1.4 naar 2.2 maal hoger dan het origineel. Vanwege de grote plasticiteit van roestvrij staal, het karakter wordt vervormd tijdens plastische vervorming, en de versterkingscoëfficiënt is groot; En het austeniet is niet stabiel genoeg, een deel van het austeniet zal onder invloed van snijspanning worden omgezet in martensiet; In aanvulling, onder invloed van snijdende hitte, de samengestelde onzuiverheden zijn gemakkelijk af te breken en vertonen een verspreide verdeling, waardoor tijdens het snijden een verharde laag ontstaat. De werkharding veroorzaakt door de vorige draaivoeding of het vorige bewerkingsproces heeft ernstige gevolgen voor het soepele verloop van de daaropvolgende processen.
Hoge snijkracht
Roestvrij staal heeft grote plastische vervormingen tijdens het snijden, vooral austenitisch roestvrij staal (de verlenging is meer dan 1.5 maal die van nr. 45 staal), waardoor de snijkracht toeneemt. Tegelijkertijd, het harden van roestvrij staal is serieus, en de thermische sterkte is hoog, wat de snijweerstand nog verder verhoogt. Ook is het moeilijk voor roestvrijstalen spanen om te krullen en te breken. Daarom, de snijkracht voor het verwerken van roestvrij staal is groot. Bijvoorbeeld, de eenheidssnijkracht van het draaien van 1Cr18Ni9Ti is 2450 MPa, dat is 25% hoger dan die van 45 staal.
Hoge snijtemperatuur
Plastische vervorming en wrijving met het gereedschap tijdens het snijden zijn beide groot, waardoor er veel snijwarmte ontstaat;
In aanvulling, de thermische geleidbaarheid van roestvrij staal is ongeveer 1/2 ~ 1/4 van die van nr. 45 staal.
Een grote hoeveelheid snijwarmte wordt geconcentreerd op het grensvlak tussen het snijgebied en het gereedschap-roestvrijstalen chipcontact, en de warmteafvoerconditie is slecht. Onder dezelfde omstandigheden, de snijtemperatuur van 1Cr18Ni9Ti is ongeveer 200°C hoger dan die van nr. 45 staal.
Roestvrijstalen spanen zijn niet gemakkelijk te breken
De plasticiteit en taaiheid van roestvrij staal zijn geweldig, en de spanen zijn continu tijdens het draaien, wat niet alleen de goede werking van de operatie beïnvloedt, maar bekrast ook het bewerkte oppervlak. Onder hoge temperatuur en hoge druk, roestvrij staal heeft een sterke affiniteit met andere metalen, en het is gemakkelijk om adhesie te veroorzaken en opgebouwde tumoren te vormen, wat niet alleen de slijtage van het gereedschap verergert, maar scheurt en verslechtert ook het bewerkte oppervlak. Dit kenmerk van martensitisch roestvrij staal met een lager koolstofgehalte is duidelijker.
Draaigereedschappen zijn onderhevig aan slijtage
Affiniteitskracht tijdens het snijden van roestvrij staal:
Het veroorzaakt binding en diffusie tussen het gereedschap en de spanen, zodat het gereedschap hechtslijtage en diffusieslijtage veroorzaakt, resulterend in halvemaanvormige kraters op het harkvlak van het gereedschap, en de snijkant zal ook kleine schilfers en inkepingen vormen;
In aanvulling, de carbiden in roestvrij staal (zoals TiC) hebben een hoge hardheid. Direct contact met en wrijving met het gereedschap tijdens het snijden, slijtage van het gereedschap, en werkverharding zullen allemaal de slijtage van het gereedschap vergroten.
Roestvast staal heeft een grote lineaire uitzettingscoëfficiënt
De lineaire uitzettingscoëfficiënt van roestvrij staal is ongeveer 1.5 maal die van koolstofstaal. Onder invloed van de snijtemperatuur, het werkstuk is gevoelig voor thermische vervorming, en de maatnauwkeurigheid is moeilijk te controleren
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe