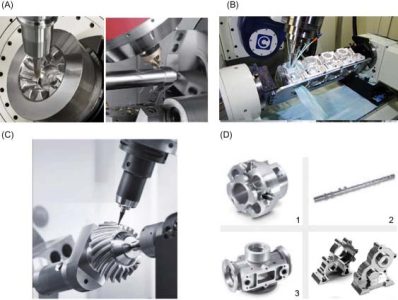
CNC-frezen is een hightech bewerkingsmethode voor precisieonderdelen, die kunnen worden verwerkt tot onderdelen met complexe structuren gecombineerd met vierkante en ronde vormen.
De CNC-freesmachine kan complexe vormen van roterende lichamen verwerken. Bij het frezen, de blanco wordt eerst gefixeerd, en een roterende frees met hoge snelheid wordt gebruikt om de plano op de plano te verplaatsen om de vereiste vorm en kenmerken uit te frezen. Traditioneel frezen wordt meestal gebruikt om eenvoudige vormkenmerken zoals contouren en groeven te frezen. De CNC-freesmachine kan complexe vormen en kenmerken verwerken. Het frees- en kotterbewerkingscentrum kan drie- of meerassige frees- en kotterbewerkingen uitvoeren voor verwerking: mallen, inspectie instrumenten, mallen, dunwandige complexe gebogen oppervlakken, kunstmatige prothesen, waaierbladen, enz. Bij het kiezen van CNC-freesonderdelen, de voordelen en belangrijkste functies van CNC-freesmachines moeten volledig worden benut.
Er kunnen verschillende soorten materialen worden verwerkt, zoals 316, 304 roestvrij staal, koolstofstaal, gelegeerd staal, legering aluminium, zink legering, titanium legering, koper, ijzer, acryl, Teflon, POM-staven en andere metalen en plastic grondstoffen.
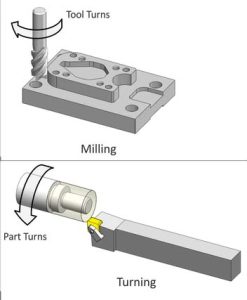
Het verschil tussen draaien en frezen
Draaien en frezen is een veel voorkomende koudbewerkingsmethode. Het verschil met draaien is dat met frezen, het gereedschap draait met hoge snelheid onder de aandrijving van de spil, terwijl het werkstuk relatief stationair is.
Het verschil tussen draaien en frezen:
Draaien wordt gebruikt om roterende delen te bewerken. De onderdelen worden via de drie grijpklauwen op de hoofdas van de werktuigmachine geklemd en draaien met hoge snelheid. Gebruik vervolgens een draaigereedschap om het gereedschap te verplaatsen volgens de beschrijvende lijn van het draaiende lichaam om de vorm van het product uit te snijden. De draaibank kan ook het binnengat bewerken, draad, bijten, enz. De laatste twee zijn verwerking op lage snelheid.
Maalproces
(1) De curvecontour op het werkstuk frezen, rechte lijn, boog, draad- of spiraalvormige curve, vooral de niet-cirkelvormige curve en de lijstcurve gegeven door wiskundige uitdrukkingen.
(2) Het frezen van de ruimtelijke curve of het oppervlak van het gegeven wiskundige model.
(3) Hoewel de freesvorm eenvoudig is, het product heeft een breed scala aan maten en posities waar interne inspectie moeilijk is.
(4) De freesmachine kan gaatjes verwerken, doos onderdelen, enz. die moeilijk waar te nemen zijn, controleren en detecteren wanneer verwerkt door gewone werktuigmachines.
(5) Gaten of vlakken met strenge maateisen.
(6) Alle eenvoudige oppervlakken of vormen kunnen door het frezen in één opspanning worden bewerkt.
(7) Algemene verwerking die de productiviteit effectief kan verbeteren en de arbeidsintensiteit kan verminderen door gebruik te maken van CNC-freesbewerkingen.
De belangrijkste verwerkingsobjecten die geschikt zijn voor CNC-frezen omvatten de volgende categorieën: vlakke contourdelen, variabele afgeschuinde delen, ruimtelijke gebogen oppervlaktecontourdelen, gaten en schroefdraad, enz.
Werkingspunten van frezen
- De machinist van de freesmachine moet nauwsluitende werkkleding dragen met de manchetten strak vastgebonden; Vrouwelijke operators moeten beschermkappen dragen; Draag een veiligheidsbril bij frezen met hoge snelheid; Draag een masker bij het frezen van ijzeren gietstukken; Het is ten strengste verboden om tijdens het gebruik handschoenen te dragen om te voorkomen dat uw handen bekneld raken tussen het roterende gereedschap en het werkstuk.
2. Vóór gebruik, controleer of de onderdelen en veiligheidsvoorzieningen van de freesmachine veilig en betrouwbaar zijn;
Controleer of de elektrische onderdelen van de apparatuur veilig en betrouwbaar zijn.
3. Bij het laden en lossen van werkstukken, de werkbank moet in een veilige positie worden teruggezet. Wanneer u een sleutel gebruikt om het werkstuk vast te draaien, de richting van de kracht moet de frees vermijden om te voorkomen dat de sleutel het gereedschap of de armatuur raakt wanneer deze wegglijdt.
4. Bij het monteren en demonteren van de frees, gebruik een speciaal kussentje om het op te vullen. Houd de frees niet rechtstreeks met uw handen vast.
5. Bij het frezen van onregelmatige werkstukken en het gebruik van een bankschroef, verdeelkop en speciale houder om het werkstuk vast te houden. Het zwaartepunt van onregelmatige werkstukken, ondeugden, indexeren van koppen, speciale armaturen, enz. moet zoveel mogelijk in het midden van de werkbank worden geplaatst om ongelijkmatige kracht en vervorming van de werkbank te voorkomen.
6. Tijdens snel- of automatisch voerfrezen, Verplaats de werktafel niet naar de twee uitersten om te voorkomen dat de schroefstang bekneld raakt.
7. Als de freesmachine draait, het is niet toegestaan om aan te passen, meet het werkstuk en verander de smeermethode om te voorkomen dat de hand het gereedschap aanraakt en de vingers bezeert.
8. Voordat de rotatie van de frees volledig wordt gestopt, het is niet toegestaan om met de hand te remmen.
9. Verwijder de spanen niet met de hand of blaas niet met uw mond tijdens het malen om te voorkomen dat de spanen de huid en ogen beschadigen.
10. Tijdens gemotoriseerde sneltoevoer, de handgreepwielkoppeling moet worden geopend om te voorkomen dat het handwiel snel draait en mensen pijn doet.
11. Wanneer de werkbank achteruit rijdt, de omkeerhendel moet eerst in de middelste stand worden gestopt, en dan achteruit. Directe omkering is niet toegestaan.
12. Bij het frezen van spiebaanassen of het frezen van dunne werkstukken, voorkomen dat het oppervlak van de indexeerkop of werktafel wordt gefreesd.
13. Bij het frezen van een vlak, er moet een freeskop met meer dan vier freeskoppen worden gebruikt, en er moet een geschikte snijhoeveelheid worden gekozen om te voorkomen dat de werktuigmachine tijdens het frezen gaat trillen.
14. Na het werk, stop de werkbank in de middelste positie, en laat het hefplatform in de laagste positie zakken.
15. Voor CNC verticale freesmachines, items vooraf selecteren, zoals werkprocedures, spilsnelheid, tool feed, tool motion trajectory, and continuous offsides according to technological requirements before work. Put the electric knob in the "adjustment" position for trial run. After confirming that there is no problem, put the electric knob in the automatic or semi-automatic position to work.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe