 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
(1) NC-bewerkingsspoormethode
Deze bewerkingsmethode maakt gebruik van het traject van de beweging van de gereedschapspunt om de vorm van het bewerkte oppervlak te vormen. Gewone draaiing, frezen, Schaven en slijpen behoren allemaal tot de gereedschapspuntpadmethode. De vormnauwkeurigheid die met deze methode wordt verkregen, hangt voornamelijk af van de nauwkeurigheid van de vormbeweging.
(2) Vormmethode voor CNC-bewerking
Gebruik de geometrie van het vormgereedschap om bepaalde vormbewegingen van de werktuigmachine te vervangen om de vorm van het bewerkte oppervlak te verkrijgen. Zoals het vormen van draaien, frezen, slijpen, enz. De vormnauwkeurigheid die door de vormmethode wordt verkregen, hangt voornamelijk af van de vorm van de gereedschapsrand.
(3) Methode voor sportontwikkeling
Gebruik het gereedschap en het werkstuk om het door de beweging gevormde oppervlak te genereren om de vorm van het bewerkte oppervlak te verkrijgen. Zoals het hobbelen van tandwielen, versnelling vormgeven, tandwiel slijpen, en kartelspieën zijn allemaal kinematische generatiemethoden. De vormnauwkeurigheid die met deze methode wordt verkregen, hangt voornamelijk af van de vormnauwkeurigheid van de snijkant en de nauwkeurigheid van de gegenereerde beweging.
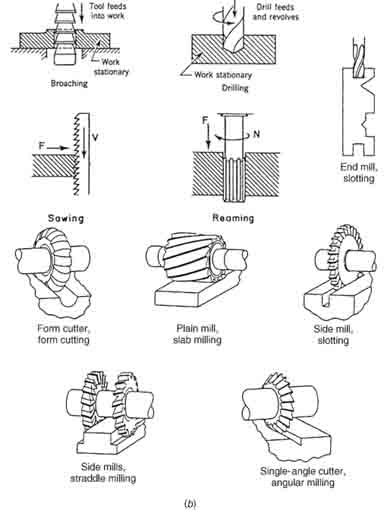
Gereedschapstippadmethode voor draaien, frezen, schaven en slijpen
3. Methode voor het verkrijgen van positienauwkeurigheid
Bij het machinaal bewerken, de nauwkeurigheid van de positie van het bewerkte oppervlak op andere oppervlakken wordt voornamelijk bepaald door de klemming van het werkstuk.
(1) Vind direct de juiste klemming
Bij deze methode wordt een meetklok gebruikt, een markeringsplaat of visuele inspectie om het werkstuk direct op de werktuigmachine te lokaliseren.
(2) Markeer de lijn om de formele klemming te vinden
Bij deze methode wordt eerst de middellijn getekend, de symmetrielijn en de verwerkingslijn van elk oppervlak dat op de plano moet worden verwerkt volgens de onderdeeltekening. Installeer vervolgens het werkstuk op de werktuigmachine, en lijn de klempositie van het werkstuk op de werktuigmachine uit volgens de gemarkeerde lijn.
Deze klemmethode heeft een lage productiviteit, lage precisie, en hoge eisen aan werknemers’ technisch niveau. Over het algemeen gebruikt voor het verwerken van complexe en omvangrijke onderdelen bij de productie van prototypen uit één stuk in kleine batches. Of onderdelen waarvan de spelingmaattolerantie te groot is om direct door een opspanning te worden vastgeklemd.
(3) Klemmen met klemmen
Het armatuur is speciaal ontworpen in overeenstemming met de eisen van het verwerkingsproces. Het positioneringselement op de armatuur kan ervoor zorgen dat het werkstuk snel de juiste positie inneemt ten opzichte van de werktuigmachine en het gereedschap, en de positioneringsnauwkeurigheid van het werkstuk kan worden gegarandeerd zonder uitlijning. Armaturen hebben een hoge productiviteit en een hoge positioneringsnauwkeurigheid, maar er moeten speciale armaturen worden ontworpen en vervaardigd, die veel worden gebruikt in batch- en massaproductie.