 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC-bewerking dunwandige holte-technologie
Aluminium onderdelen en aluminium holtedelen worden tijdens de CNC-bewerking vervormd. Naast de redenen in de vorige paragraaf, in daadwerkelijke werking, ook de werkwijze is erg belangrijk.
1. Voor de holteonderdelen met grote CNC -bewerkingstoeslag, om betere warmteafvoeromstandigheden te hebben tijdens het bewerkingsproces en warmteconcentratie te voorkomen, Tijdens de bewerking moet symmetrische bewerking worden gebruikt. Als er een 900 mm dik vel is dat moet worden verwerkt tot 800 mm, Als de ene kant wordt gefreesd en de andere kant onmiddellijk wordt gefreesd, en de uiteindelijke grootte wordt tegelijkertijd verwerkt, De vlakheid zal 50 mm bereiken; Als u herhaalde feed -symmetrische verwerking gebruikt, Elke zijde wordt tweemaal verwerkt tot de uiteindelijke grootte, en de vlakheid kan gegarandeerd 0,3 mm bereiken.
2. Als er meerdere holtes zijn op de aluminium plaatonderdelen, Het is niet raadzaam om een sequentiële verwerkingsmethode voor de holte te gebruiken tijdens de verwerking, omdat dit waarschijnlijk ongelijke stress en vervorming van de onderdelen zal veroorzaken. Multi-layer verwerking wordt aangenomen, en elke laag wordt zoveel mogelijk naar alle holten verwerkt, En dan wordt de volgende laag verwerkt om de onderdelen gelijkmatig gestrest te maken en vervorming te verminderen.
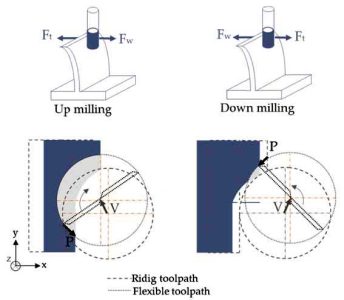
Frezen van dunwandige aluminium werkstukken
3. Verminder de snijkracht en snijd het vuur door de snijhoeveelheid te veranderen. Onder de drie elementen van het snijvolume, Het snijden van de dikte heeft een grote invloed op de snijkracht. Als de bewerkingstoeslag te groot is, De snijkracht van één pass is te groot, die niet alleen de onderdelen zullen vervormen, maar beïnvloedt ook de stijfheid van de machine -gereedschapsspil en verminder de duurzaamheid van het gereedschap. Als de snij dikte wordt verminderd, De productie -efficiëntie zal sterk worden verminderd. Echter, Snelle frees bij CNC-bewerking kan dit probleem oplossen. Terwijl de snijdikte wordt verminderd, Zolang de feed dienovereenkomstig wordt verhoogd en de snelheid van het machine -gereedschap wordt verhoogd, De snijkracht kan worden verminderd en tegelijkertijd de verwerkingsefficiëntie wordt gewaarborgd.
4. De volgorde van het mes moet ook aandacht krijgen. Ruwe bewerking benadrukt de verbetering van de bewerkingsefficiëntie en het nastreven van verwijderingssnelheid per tijdseenheid. Over het algemeen, bovenste frees kan worden gebruikt. Dat is, Het overtollige materiaal op het oppervlak van de blanco wordt met de snelste snelheid en de kortste tijd verwijderd, en de geometrische contour vereist voor afwerking is in principe gevormd. De nadruk van afwerking is een hoge precisie en hoge kwaliteit, en het frezen moet worden gebruikt. Omdat de snij dikte van de snijtanden geleidelijk afneemt van het maximum naar nul tijdens het frezen, De mate van werkharden is sterk verminderd, en tegelijkertijd wordt de mate van vervorming van de delen verminderd.
Snijdende volgorde van dunwandige aluminiumholte
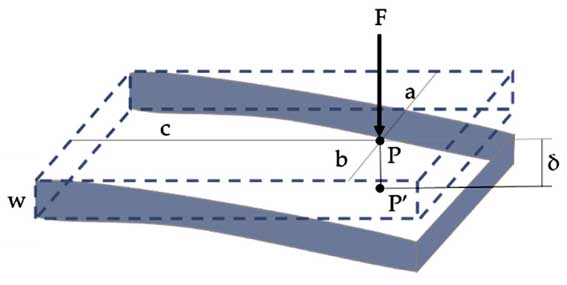
5. Het dunwandige aluminiumholtewerkstuk is vervormd door klemmen tijdens het bewerken, en het is zelfs tijdens het afwerken onvermijdelijk. Om de vervorming van het werkstuk te minimaliseren, De klem- en drukdelen kunnen worden losgemaakt net voordat het afwerkingsproces de uiteindelijke grootte bereikt, zodat het werkstuk vrij kan worden hersteld in zijn oorspronkelijke staat. Vervolgens enigszins vastklemmen en comprimeren, Zolang het werkstuk kan worden geklemd (volledig met de hand), zodat het ideale verwerkingseffect kan worden verkregen. In het kort, Het punt van werking van de klemkracht is het beste op het ondersteunende oppervlak, en de klemkracht van de armatuur moet in de richting van een goede stijfheid van het werkstuk werken. Onder het uitgangspunt om ervoor te zorgen dat het werkstuk niet los is, Hoe kleiner de klemkracht, des te beter.
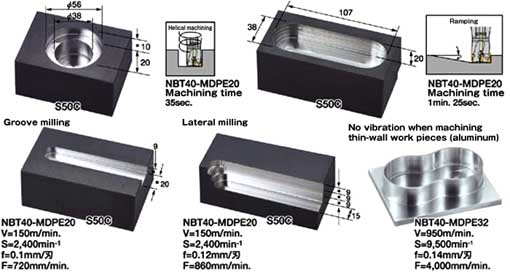
6. Bij het bewerken van aluminium onderdelen met een holte, Probeer de freesnijder niet rechtstreeks in het onderdeel te plaatsen als een oefening. Als gevolg, De chip -vasthoudende ruimte van de freeskutter is niet genoeg, en de chipverwijdering is niet soepel, resulterend in ongunstige fenomenen zoals oververhitting van delen, uitbreiding, instorting van gereedschap en gereedschapsbreuk. Eerst, Boor het gat met een boor van dezelfde grootte als de freesnijder of één maat groter, En dan malen met de freeskutter. alternatief, De CAM -software kan worden gebruikt om het spiraalvormige snijprogramma te produceren.
De belangrijkste factor die de verwerkingsnauwkeurigheid en de oppervlaktekwaliteit van aluminiumonderdelen beïnvloedt, is dat vervorming vatbaar is om op te treden tijdens de verwerking van dergelijke onderdelen, waarvoor operators bepaalde operationele ervaring en vaardigheden moeten hebben.