 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
De sterkte en hardheid van 1Cr18Ni9Ti roestvrij staal is zeer laag (hardheid ≤187HB), en de plasticiteit is zeer hoog, met goede zuurbestendigheid en corrosiebestendigheid. Mechanische eigenschappen na oplossingsbehandeling:
Opbrengststerkte s0,2≥205MPa, treksterkte sb≥520MPa, verlenging d5≥40%, krimptarief y≥50%. Het is zeer moeilijk te verwerken met conventionele hardmetalen gereedschappen en conventionele methoden, omdat het materiaal een hoge plasticiteit en taaiheid heeft, die gevoelig is voor plakken en spaanbreken is moeilijk. Tegelijkertijd, trillingen worden gegenereerd, waardoor het gereedschap gemakkelijk te versnipperen en te dragen is.

chroom-nikkel roestvrijstalen onderdelen
1. Gereedschapsmateriaalkeuze voor CNC-bewerking van roestvrij staal
Volgens de prestaties en kenmerken van 1Cr18Ni9Ti roestvrij staal, het gereedschap is gemaakt van gecementeerde hardmetalen messen, het merk isYG813. YG813 gecementeerd carbide is gelijkwaardig aan K10-K20/M20 van de internationale norm ISO, met een dichtheid van 14,4 g/cm3, een hardheid van 91,5HRA, en een buigsterkte van 2100 MPa. Het gecementeerde carbide heeft een goede slijtvastheid, hete hardheid, taaiheid en hechtingsweerstand bij hoge temperaturen, en is geschikt voor het verwerken van legeringen op hoge temperatuur, roestvrij staal, hoog mangaanstaal en andere materialen. Omdat YG813 een WC-Co-legering is met een kleine hoeveelheid zeldzame vuurvaste metaalcarbiden, het heeft een fijne structuur en een hoge sterkte, die geschikt is voor ruwe en fijne verwerking.
2. Parameters zoals snijhoeveelheid en gereedschapshoek voor het bewerken van roestvrij staal
Neem de flens (Figuur 1) momenteel geproduceerd door ons bedrijf als voorbeeld om de selectie van parameters zoals snijparameters en gereedschapshoeken te introduceren.
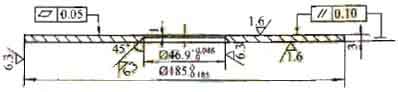
Bewerken van roestvrijstalen flenzen
Figuur 1. Bewerken van roestvrijstalen flenzen
(1) Snijhoeveelheid tijdens het afwerken van roestvrij staal
Onder de drie elementen van snijparameters, Door de vergroting van de snijdiepte ap en de voedingssnelheid f zal de snijkracht toenemen, de vervorming van het werkstuk vergroten, en kan trillingen veroorzaken. Daardoor wordt de verwerkingsnauwkeurigheid verminderd en de Ra-waarde van de oppervlakteruwheid verhoogd. Wanneer de snijsnelheid v toeneemt, de snijkracht wordt verminderd, en de opgebouwde voorsprong kan worden verminderd of vermeden, wat gunstig is voor de verbetering van de verwerkingskwaliteit en de oppervlaktekwaliteit. Maar in het draaien, wanneer de snijsnelheid v=30-70m/min, het is gemakkelijk om trillingen te produceren. Boven of onder dit bereik, de trilling heeft de neiging te verzwakken: wanneer de voeding f klein is, de amplitude is groot. Naarmate f toeneemt, de amplitude wordt kleiner: de snedediepte ap neemt toe, en de amplitude neemt ook toe. Volgens bovenstaande conclusies, bij het afwerken van de flens van Fig. 1, de zaagdiepte ap moet zoveel mogelijk worden verminderd, en de voerhoeveelheid f moet op passende wijze worden verminderd.
De praktijk leert dat de snijsnelheid v=15-25m/min, de snijdiepte ap = 0,10-0,15 mm, en de voedingshoeveelheid f=0,18-0,25 mm/r. In de laatste fijne bocht, de snijsnelheid v=80-100m/min, de snijdiepte ap = 0,01-0,03 mm, en de voedingssnelheid f=0,11-0,16 mm/omw, waarmee bevredigende resultaten kunnen worden bereikt.
(2) Gereedschapshoek voor het bewerken van roestvrij staal
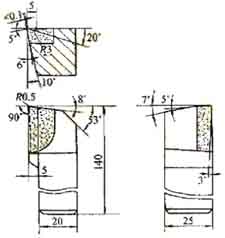
Vergroot de spaanhoek van het gereedschap op de juiste manier en verlaag de voedingssnelheid om de snijsnelheid te verhogen en bandspanen te verkrijgen. De snijkracht van de bandvormige chips is relatief stabiel, en het bewerkte oppervlak is gladder. Vanwege de lage hardheid van het werkstukmateriaal, de eis aan de stevigheid van de snijkant is laag, en de vrijloophoek van het gereedschap kan op passende wijze worden vergroot om de wrijving tussen het flankvlak en het bewerkingsoppervlak van het werkstuk te verminderen om de snijkant scherp te maken. De selectie van de gereedschapshoek wordt weergegeven in figuur
Technische parameters van machinaal bewerkte roestvrijstalen werkstukken
Figuur 2. Schematisch diagram van de gereedschapshoek
(3) Snijvloeistof voor het bewerken van roestvrij staal
De rol van snijvloeistof is voornamelijk koeling en smering om het snijproces te verbeteren. Bij het afwerken van het werkstuk, de belangrijkste hoop is het verbeteren van de oppervlaktekwaliteit en het verminderen van gereedschapsslijtage. Daarom, Er wordt gekozen voor de snijolie met lage soortelijke warmte en slechte vloeibaarheid. De belangrijkste functie is smeren, en het heeft ook een bepaald verkoelend effect.
(4) Vastklemmen van roestvrijstalen werkstukken
Volgens de conventionele drieklauwplaat om het flenswerkstuk vast te klemmen voor het snijden, het is moeilijk om bewerkingsnauwkeurigheid te bereiken, vooral de vlakheid en parallelliteit van het werkstuk. Daarom, het is noodzakelijk om een set wegwerparmaturen te ontwerpen. Eerst, de roestvrijstalen flensplaat wordt gedraaid, het binnengat wordt tijdelijk geboord met een gat van Ø18mm, en het eindvlak en de buitenste cirkel hebben elk een afstand van 0,5 mm. Wanneer u klaar bent met draaien, eerst installeren, draai de buitenste cirkel van het eindvlak, en installeer en draai vervolgens het binnenste gat, die in principe aan de technische eisen van de tekening kunnen voldoen.