 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
“Wat is het verschil tussen 3-assig, 3+2 as, 4-as, en 5-assige CNC-bewerkingsmethoden die we meestal noemen?”
3-as CNC-bewerkingsmethode
3-as CNC-bewerkingsmethode
De 3-assige CNC-bewerking wordt verwerkt door lineaire voedingsassen X, Y, en Z. Verwerkingskenmerken: De richting van het snijgereedschap blijft tijdens de beweging langs het gehele snijpad onveranderd. De snijtoestand van de gereedschapspunt kan niet in realtime perfect zijn.
3+2 asbewerkingsmethode
3+2 asbewerkingsmethode
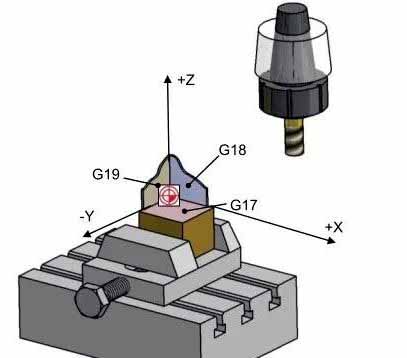
De twee roterende assen fixeren het snijgereedschap eerst in een schuine positie, en voer vervolgens de verwerking uit via de invoerassen X, Y, en Z. Dit soort werktuigmachines wordt ook wel 5-assige werktuigmachines genoemd. Voor de programmeerverwerking kan de CYCLE800-functie van Siemens worden gebruikt. CYCLE800 is een statische vlaktransformatie, waarmee het roterende werkvlak in de ruimte kan worden gedefinieerd 3+2 as bewerking (zoals roterende kop of roterende tafel). In dit werkvlak, 2D- of 3D CNC-bewerkingen kunnen worden geprogrammeerd.
Verwerkingsfuncties van 3+2 as: De rotatie-as roteert altijd naar de positie waar het bewerkingsvlak loodrecht op de te bewerken gereedschapsas staat, en het bewerkingsvlak blijft tijdens de bewerking gefixeerd.
4-as bewerking: Over het algemeen, wanneer het werkstuk niet in de ruimte is geplaatst, er zijn zes vrijheidsgraden verwerkingsbereik, drie lineaire verplaatsingsvrijheidsgraden van X, Y, Z en drie graden van rotatievrijheid die overeenkomen met de bewerkte onderdelen A, B, C .
De kenmerken van 4-assige bewerking: Over het algemeen, het onderdelenbewerkingscentrum dat overeenkomt met het 4e assenpaar wordt gebruikt in de indexgestuurde werktuigmachine. En voeg een rotatie-as toe aan het algemene bewerkingscentrum.

5-asbewerkingsmethode
5-asbewerkingsmethode
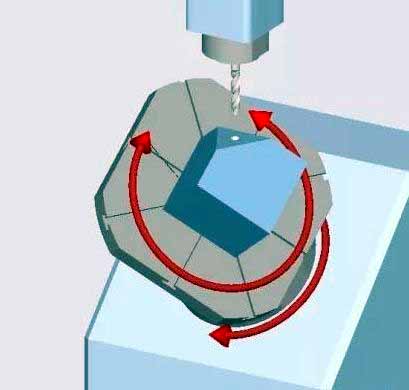
5-asbewerking bestaat uit lineaire interpolatiebeweging van voedingsassen X, Y, Z en wat dan ook 5 assen van X, Y, Z-rotatie-assen A, B, en C. Siemens’ instructie voor bewegingsconversie TRAORI kan 5-assige conversie goed ondersteunen.
Kenmerken van 5-assige bewerking: Tijdens de beweging langs de gehele slag kan de gereedschapsrichting worden geoptimaliseerd, en het gereedschap kan tegelijkertijd lineair worden verplaatst. Op deze manier, de optimale maaltoestand kan over het gehele traject behouden blijven.