 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
다면적이고 복잡한 곡선 부품의 디자인이 증가함에 따라, 5-축 가공은 CNC 가공의 증가하는 비율을 차지할 것입니다.. 5축 CNC 가공으로 2개의 회전 자유도가 추가되기 때문에, CNC 가공 모션 시뮬레이션 계산 및 공구 간섭 확인의 어려움이 증가합니다., 특히 매우 복잡한 형상의 부품을 가공할 때. 그러므로, 5축 CNC 공작기계가 고효율, 고품질 밀링 가공을 수행할 수 있도록 하기 위해, 5축 가공 공구 경로 생성 및 간섭 검사 소프트웨어 설계가 주요 이슈가 될 것입니다..
형상 투영 방법은 5축 CNC 가공 도구 간섭 처리에 적합합니다., 그건, 가공 표면은 일련의 표면 특징점으로 분할됩니다.. 도구 간섭 발생 여부는 특징점이 도구 표면 내부로 들어가는지 여부로 판단할 수 있습니다.. 동시에, 가공 표면과 공구 표면이 특정 평면에 투영됩니다., and only the feature detection points in the curved surface area of the enveloping tool projection graph are checked for interference, which improves the efficiency of interference detection.
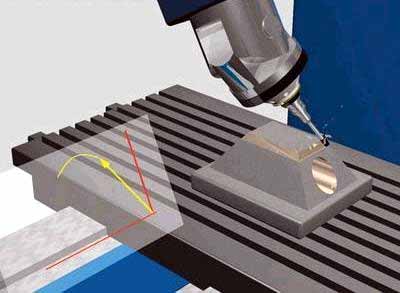
5축 밀링 시 공구 간섭 방지
1. Inspection method for tool interference
Coordinate system and coordinate transformation
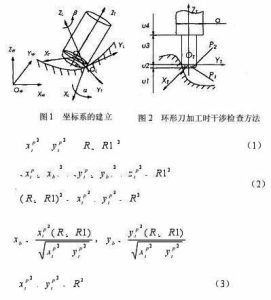
그림과 같이 1, the local coordinate system L of 5-axis circular cutter milling is represented as XL axis, YL axis and ZL axis. The YL axis always points to the cutting direction f of the tool contact (referred to as CC point) OL. The ZL axis points to the normal direction n of the surface, and the XL axis is determined by the right-hand rule of the YL axis and the ZL axis. The tool generally rotates around the XL axis from the ZL axis to the YL axis by a lead angle (heel angle) a, ZL 축을 중심으로 한쪽 슬립각 b씩 회전합니다.. 게다가, 도구 좌표계 T (XT, YT, ZT) 도구 위치 지점에서도 정의할 수 있습니다. (줄여서 CL포인트) 구약. YT축은 CL점과 CC점을 연결하는 선의 방향을 가리킨다.. ZT 축은 공구 축 벡터 방향입니다., XT축은 YT축과 ZT축의 오른손 법칙에 의해 결정되는 방향입니다.. 좌표 원점은 도구 중심점에 위치합니다. (즉, CL 포인트) 구약. 간섭검사를 단순화하기 위해, 상대적으로 규칙적인 모양의 도구 표면은 간섭 검사의 기준으로 사용됩니다.. 가공된 표면을 이산화하여 특징적인 점들의 집합 형태로 표면의 형태를 표현합니다.. 이러한 특징점의 원본 데이터는 세계 좌표계 W로 표현됩니다., 따라서 특징점 데이터는 먼저 세계 좌표계 W에서 변환되어야 합니다. (OW-XW, 이다, ZW) 로컬 좌표계 L로 (OL~XL, YL, ZL) ). 그런 다음 로컬 좌표계 L에서 공구 좌표계 T로 변환됩니다. (OT-XT, YT, ZT).
간섭 확인 방법
공구와 파워 헤드를 선택한 경우, 도구 시스템의 크기 (도구 및 전원 헤드) 알려져 있다. 공구 시스템이 가공면을 간섭하는지 여부는 특징점 P가 공구 표면 내부로 들어가는지 여부를 판단하여 판단할 수 있습니다.. 그림과 같이 2, 링 나이프를 가공할 때 공구 시스템과 가공 표면 사이의 위치 관계입니다.. 공구 좌표계에서, 특징점 P의 좌표를 PI라 하자 (Xpt, 넵, Zpt). 도구 시스템의 다양한 조합 부분에 따르면, 특징점 P의 좌표값 Zpt는 4 판단을 위한 부분. 세부사항은 다음과 같습니다:
5-축 밀링 스트로크 설정 공식
특징점 P가 u1 범위 내에 있을 때, 간섭이 발생하지 않습니다.
특성점 P가 u2의 범위에 있을 때, 두 가지 상황이 있어요, 그리고 토러스는 두 부분으로 나누어져 있어요:
작은 원통형 부분 P1과 원형 링 부분 P2. 원통형 부분 P1에 특징점이 포함된 경우, 도구 간섭이 발생합니다, 그건, 만족스럽다
여기서 R은 공구의 반경을 나타냅니다., R1은 원형 공구 링의 반경을 나타냅니다..
링 부분 P2에 특징점이 포함된 경우, 도구 간섭도 발생, 그건, 만족스럽다
스타일에
P1, P2 부분에 특징점 P가 들어가지 않는 경우, 도구 간섭이 발생하지 않습니다..
특성점 P가 u3의 범위 내에 있을 때, 특성점 P와 ZT축 사이의 거리가 공구 반경보다 작은 경우, 도구 간섭이 발생합니다, 만족하는 것
그렇지 않으면, 도구 간섭이 발생하지 않습니다..
특성점 P가 u4 범위에 있을 때, 상황은 그 때와 똑같다. 3, 공식에서 공구 반경 R만큼 (3) 판정을 위해 파워 헤드 반경 d/2로 대체됩니다..