 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
고속 밀링 시스템은 복잡한 동적 시스템입니다., 얇은 부품을 가공할 때 채터링 진동이 발생하기 쉽습니다.. Flutter는 밀링 공정 중 공구와 공작물 사이의 매우 강한 상대 진동입니다.. 이러한 종류의 진동은 공구와 공작물의 상대적인 정확한 위치를 파괴합니다., 표면 처리 품질과 밀링 효율성을 저하시킵니다.. 오랫동안, 절단 채터링은 기계 제조 산업 및 밀링 가공 분야의 주요 연구 주제였습니다.. 컷팅에 관한 연구는 다양한 내용을 포함한다. 이 논문에서는, flutter 모델에 대한 특정 연구, 비선형 수학적 모델 및 안정성 조건 포함; 이를 바탕으로, MATLAB/SIMULINK 소프트웨어는 채터 생성 및 제어에 대한 특정 시뮬레이션 연구를 수행하는 데 사용됩니다., 밀링 매개변수 조정 전략 포함 (스핀들 속도, 밥을 먹이다, 도구 각도, 등.).
공구와 공작물 사이에 상대적인 움직임이 있습니다., 절삭날과 칼날의 작용으로 공작물의 잉여 재료가 제거됩니다..
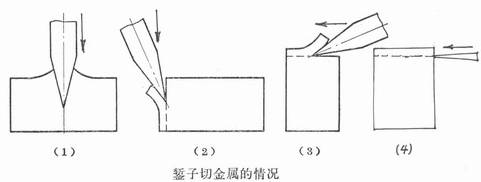
밀링된 공작물에 대한 여유
수치 1, 공작물에 밀링된 치즐 여유분
그림과 같이 1, 밀링 에지는 "절단"과 "밀링"의 역할을 합니다., 커터 페이스는 "밀어내는" 역할을 합니다..
“자르다”-공작물에는 절삭날에 대한 모션 구성요소가 없습니다..
“갈기”-공작물에는 절삭날에 상대적인 운동 구성요소가 있습니다..
“짜내다”-주로 레이크 페이스의 압착, 뿐만 아니라 측면 페이스에 어느 정도의 압박이 가해집니다..
공작물의 제거 여유는 위의 세 가지 효과가 결합된 결과입니다.. 절단되는 재료의 강도가 높기 때문에, 칼은 쐐기 각도가 크고 매우 얇을 수 없습니다.. 그만큼 “푸시” 기능은 많은 양의 에너지를 소비합니다.;
그리고 “절단” 그리고 “갈기” 절단된 소재를 분리하고 가공면을 형성하는데 중요한 역할을 합니다..
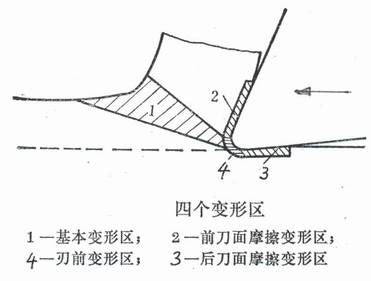
밀링 중 4개의 변형 영역
수치 2. 부품의 4개 변형 영역
그림과 같이 2, 1 부품의 기본 변형 영역입니다.;
2 경사면의 마찰 변형 영역;
3 측면 표면의 마찰 변형 영역;
4 전면 변형 영역입니다. 존 1 및 구역 2 전력의 주요 부분을 소비하다, 존 동안 3 및 구역 4 가공된 표면을 형성하는 데 중요한 역할을 합니다..
칼날이 너무 날카로운 경우, 존 4 매우 작다;
공구 여유각이 큰 경우, 존 3 또한 작다.
존 1 주요 변형 영역입니다. 절단 속도가 높은 경우, 존 1 매우 좁아지고 거의 표면이 됨 (그림과 같은 선 4), 전단면이라고 불리는 것. 전단면 방향과 절삭 속도 측면 사이의 각도가 경사각 Φ입니다..
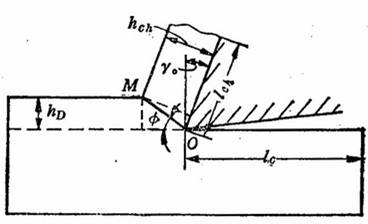
밀링 중 전단 표면 및 변형 계수
수치 3. 전단 표면 및 변형 계수
전단각 Φ의 대략적인 값은 다음 공식으로 계산할 수 있습니다.:
중. 이자형. 판매자 공식
Φ=π/4-β/2+γo/2
리와 샤퍼 (리와 샤퍼) 공식
Φ=π/4-β+γo
공식에서, β는 경사면과 칩 사이의 마찰각입니다., γo는 경사각이다..
밀링 속도가 매우 빠르게 증가하는 경우, 절단할 재료가 완전히 변형될 시간이 없습니다., 전단각 Φ 증가, 변형량이 감소한다, 밀링 력도 감소합니다. 밀링 속도가 증가한 후, 전면과 측면, 칩과 가공물 사이의 마찰 계수가 감소합니다., 이는 밀링력 감소에도 도움이 됩니다..
재료 변형을 측정하는 간단한 방법이 있습니다., 그건, 계산하기 위해 “변형계수” 측정을 통해. 그것은 불렸다 “수축률” 과거에, 그리고 둘은 똑같아.
그림과 같이 3, 밀링된 레이어의 원래 길이는 lc입니다., 칩을 형성한 후의 길이는 lch입니다., 그러면 변형 계수 Λh=lc/ lch
밀링 과정에서, 절단층의 재료가 칩으로 변합니다., 전단 미끄러짐을 겪는 것. 재료 역학의 원리에 따르면, 전단 변형량으로 재료의 변형 정도를 측정하는 것이 더 과학적입니다.. 전단 변형률 ε와 변형 계수 사이에는 일정한 관계가 있습니다.. 계산 후,
E=ΔS/Δy=cosγ0/[죄 ψ?코사인(f-c0)]
=ctgΦ+tg(f-c0)
=(Λh2-2Λh?죄γ0+1)/(아?cosγ0)
공식에서, γo는 공구의 경사각입니다..
Λh 및 ε 증가, 이는 재료 변형이 크다는 것을 의미합니다.;
그 반대로.
확실히, 고속 밀링 중, Λh 와 ε 모두 감소, 밀링 력이 감소합니다.
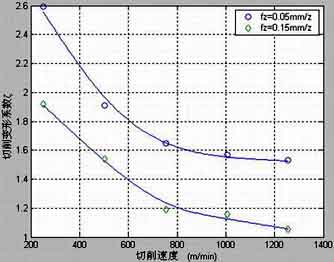
고속 밀링 변형 계수 테스트 수행 45 강철 및 알루미늄 합금 5A02. 가정하다: 공구는 ø20mm의 초경합금 엔드밀입니다., 절단 ap=0.5~1mm, 이송량은 fz=0.05~0.15mm/z입니다., 절삭 속도 v=251~1256m/min. 테스트 결과는 그림에 나와 있습니다. 5 및 그림 6.
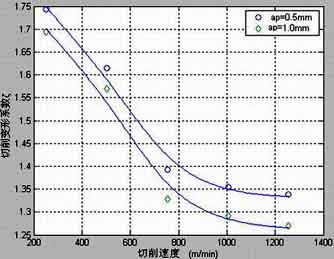
변형계수 45 고속 밀링 중 강철
수치 4 고속절삭 변형계수 45 강철
고속 밀링 중 알루미늄 합금 5A02의 변형 계수
수치 5 고속 절삭 알루미늄 합금 5A02의 변형 계수
그림에서 볼 수 있듯이 절삭 속도가 증가하면, 변형 계수가 크게 감소합니다..