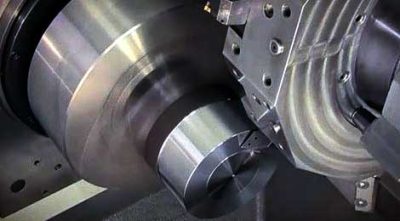
스테인레스강 절단은 스테인레스강 부품을 선반 등의 가공장비를 이용하여 도면에 따라 가공하는 공정입니다., 밀링 머신, 그리고 대패.
스테인레스 강의 주요 특성
가공성은 중탄소강에 비해 훨씬 나쁩니다.. 일반 No의 가공성을 그대로 활용. 45 강철로 100%, 오스테나이트계 스테인리스강 1Cr18Ni9Ti의 상대적 가공성은 40%; 페라이트계 스테인리스강 1Cr28의 상대적 선삭 가공성은 48%; 마르텐사이트계 스테인리스강 2Cr13은 55%. 그 중, 오스테나이트와 오스테나이트 + 페라이트계 스테인리스강은 가공성이 가장 낮습니다..
스테인레스 스틸 CNC 가공의 주요 특징
CNC 가공 중 심한 경화
스테인레스강 중에서, 오스테나이트 및 오스테나이트의 가공 경화 + 페라이트계 스테인리스강이 가장 눈에 띕니다.. 예를 들어, 오스테나이트계 스테인리스강의 경화 후 강도 σb는 1470~1960 MPa에 이릅니다., σb가 증가하면, 수율 한계 σs 증가; 어닐링된 오스테나이트계 스테인리스강 σs는 다음을 초과하지 않습니다. 30% 에게 45% σb의, 하지만 도달 85% 에게 95% 작업 경화 후. 가공 경화층의 깊이에 도달할 수 있습니다. 1/3 or more of the cutting depth; The hardness of the work hardened layer is 1.4 에게 2.2 times higher than the original. Because of the large plasticity of stainless steel, the character is distorted during plastic deformation, and the strengthening coefficient is large; And the austenite is not stable enough, part of the austenite will be transformed into martensite under the action of cutting stress; 게다가, under the action of cutting heat, the compound impurities are easy to decompose and present a dispersed distribution, which causes a hardened layer during cutting. The work hardening caused by the previous turning feed or the previous machining process seriously affects the smooth progress of the subsequent processes.
High cutting force
Stainless steel has large plastic deformation during cutting, especially austenitic stainless steel (its elongation is more than 1.5 times that of No. 45 강철), which increases the cutting force. 동시에, 스테인리스강의 가공 경화가 심각합니다., 그리고 열강도가 높아요, 절단 저항이 더욱 증가합니다.. 또한 스테인레스 스틸 칩은 말리거나 부서지기 어렵습니다.. 그러므로, 스테인리스강 가공 시 절삭력이 크다. 예를 들어, 1Cr18Ni9Ti를 선삭하는 단위절삭력은 2450 MPa, 이는 25% 그것보다 높다 45 강철.
높은 절삭 온도
절단 중 공구와의 소성 변형 및 마찰이 모두 큽니다., 절단열이 많이 발생합니다.;
게다가, 스테인레스 스틸의 열전도율은 No의 약 1/2~1/4입니다.. 45 강철.
절삭 영역과 공구-스테인리스 칩 접촉부 사이의 경계면에 다량의 절삭 열이 집중됩니다., 그리고 방열상태가 안좋습니다. 동일한 조건에서, the cutting temperature of 1Cr18Ni9Ti is about 200°C higher than that of No. 45 강철.
Stainless steel chips are not easy to break
The plasticity and toughness of stainless steel are great, and the chips are continuous during turning, which not only affects the smooth operation of the operation, but also scratches the processed surface. Under high temperature and high pressure, stainless steel has a strong affinity with other metals, and it is easy to cause adhesion and form built-up tumors, which not only aggravates tool wear, but also tears and deteriorates the processed surface. This feature of martensitic stainless steel with lower carbon content is more obvious.
Turning tools are prone to wear
Affinity force in the process of cutting stainless steel:
It will cause bonding and diffusion between the tool and the chips, so that the tool will produce bonding wear and diffusion wear, resulting in crescent craters on the rake face of the tool, and the cutting edge will also form tiny peeling and notches;
게다가, the carbides in stainless steel (such as TiC) have high hardness. Direct contact with and friction with the tool during cutting, abrasion of the tool, and work hardening will all increase tool wear.
Stainless steel has a large linear expansion coefficient
The coefficient of linear expansion of stainless steel is about 1.5 times that of carbon steel. Under the action of cutting temperature, the workpiece is prone to thermal deformation, and the dimensional accuracy is difficult to control
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe