 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
요즘에는, 자동차 금형은 금형 표면 품질 및 절삭 속도에 대한 요구 사항이 점점 더 높아지고 있습니다.. 5축 CNC 시스템을 사용하여 3차원 곡선이 있는 평면을 가공할 때 최상의 밀링 상태를 얻을 수 있습니다.. 공구 축의 설정 각도는 공작 기계 가공 영역의 어느 위치에서나 변경되어 다양한 기하학적 형상을 처리할 수 있습니다..

3-깊은 캐비티 금형 가공을 위한 축 머시닝 센터
3 깊은 캐비티 금형 가공을 위한 축 머시닝 센터
자동차 부품의 설계는 주로 CAD 시스템으로 완성됩니다., 리버스 엔지니어링 및 각종 테스트. 금형의 복잡한 표면에 대한 가공 프로그램은 CAM 소프트웨어에서 제공됩니다., 그러나 설계 및 가공의 정확성을 보장하는 방법은 CNC 가공에 달려 있습니다.. 다음은 금형 가공에 있어서 5축 CNC 시스템의 적용과 금형 품질의 관계에 대해 논의합니다..
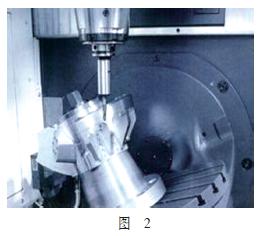
5-축 머시닝 센터는 깊고 가파른 캐비티를 가공하고 있습니다.
3축 가공 금형과 5축 가공 금형의 비교 적용
3축 머시닝센터가 깊은 캐비티 금형을 가공할 때, 손잡이와 절단 도구를 늘려야만 달성할 수 있습니다. (그림 참조 1). 하지만, 5축 머시닝 센터가 더 깊고 가파른 캐비티를 가공할 때, 공작물이나 스핀들 헤드의 추가 회전 및 스윙을 통해 가공을 위한 최상의 공정 조건을 만들고 공구 길이를 적절하게 단축할 수 있습니다.. 공구와 공구 홀더가 캐비티 벽과 충돌하는 것을 방지할 수 있습니다., 가공 중 공구의 지터와 공구 손상 위험을 줄입니다., 이를 통해 금형의 표면 품질을 향상시킵니다., 가공효율 및 공구수명 (그림 참조 2).
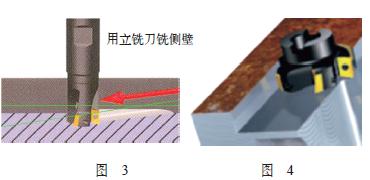
3-축 머시닝 센터는 금형의 측벽을 가공합니다.
3축 머시닝센터를 이용하여 금형 측벽을 가공하는 경우, 측벽의 깊이에 따라 선택한 도구의 길이가 결정됩니다., 공구의 길이는 측벽의 깊이보다 커야 합니다.. 공구 길이가 증가함에 따라, 도구의 강도가 감소합니다. 공구 길이를 초과하는 경우 3 직경의 배, 도구는 무너질 것이다, 그리고 공작물의 품질을 보장하기가 어렵습니다. (그림 참조 3). 5축 머시닝센터는 금형 가공물의 측벽 가공에 사용됩니다., 공작물 또는 스핀들을 회전시켜 공구를 공작물의 측벽에 수직으로 만들 수 있습니다.. 그런 다음 평면 밀링 커터를 사용하여 측벽을 밀링합니다., 공작물의 품질을 보장하고 공구 수명을 연장할 수 있습니다. (그림 참조 4).
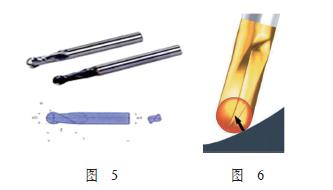
볼 커터 미세 밀링 세트
3축 머시닝센터를 사용하여 비교적 평면을 가공하는 경우, 더 나은 표면 품질을 얻으려면 볼 커터를 사용하여 밀링을 마무리하세요., 따라서 도구 경로를 늘려야 합니다.. 그러나 볼 엔드 나이프의 도구 중심의 선형 속도가 0에 가깝다는 것은 모두가 알고 있습니다., 따라서 가공 과정에서 공구가 크게 손상됩니다., 공구 수명을 단축시키고 표면 품질을 저하시킵니다. (그림 참조 5). 5축 머시닝센터를 사용하여 비교적 평면을 가공하는 경우, 볼 엔드 공구와 공작물 사이의 상대 선속도를 증가시키기 위해, 그림과 같이 4, 공구와 공작물이 특정 각도로 가공됩니다.. 공구와 공작물 증가 볼 사이의 상대 선형 속도, 이는 공구 수명을 향상시킵니다., 공작물의 표면 품질도 향상됩니다. (그림 참조. 6).
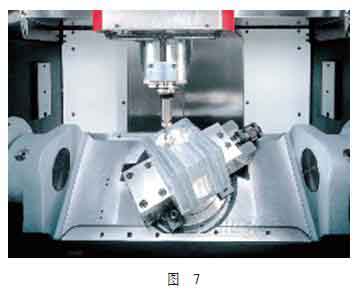
5축 머시닝센터로 경사면의 일반 홀 가공
게다가, 5축 머시닝센터를 사용하여 경사면의 일반 홀을 가공하는 경우. 스윙헤드형 공작기계에 있어서, 가공 작업은 스윙 헤드를 통해 스핀들을 공작물의 경사면과 수직 방향으로 놓은 다음 구멍의 위치에 위치시키는 것입니다.. 구멍 가공에는 경사 구멍을 처리하기 위해 최소 2개의 선형 축 보간 동작이 필요합니다., 이는 구멍의 정확도를 크게 감소시킵니다.. 경사면 가공에 진자형 5축 머시닝센터를 사용하는 경우. 작업물의 경사면을 스윙 테이블을 통해 스핀들과 수직인 방향으로 위치시키는 동작입니다., 홀 가공에는 스핀들의 선형 축 이동만 필요합니다.. 이렇게 하면 구멍의 정확도가 크게 향상됩니다. (그림 참조 7).
5축 가공 시스템의 또 다른 장점
요즘에는, 자동차 금형은 금형 표면 품질 및 절삭 속도에 대한 요구 사항이 점점 더 높아지고 있습니다.. 5축 CNC 시스템을 사용하여 3차원 곡선이 있는 평면을 가공할 때 최상의 절단 상태를 얻을 수 있습니다.. 공구 축의 설정 각도는 공작 기계 가공 영역의 어느 위치에서나 변경되어 다양한 기하학적 형상을 처리할 수 있습니다.. 불규칙한 곡면을 3축으로 가공, 전체 절단 경로를 따라 이동하는 동안 절단 도구의 방향은 변경되지 않습니다., 곡면 전체의 모든 부분에서 공구 끝의 절단 상태가 항상 완벽할 수 없도록.
곡률이 자주 바뀌는 깊은 홈이나 곡면용, 가공에는 5축 CNC 시스템이 필요합니다.. 도구의 방향이나 작업대의 위치를 변경할 수 있습니다., 절삭 공구는 항상 최상의 절삭 상태를 유지할 수 있습니다.. 전체 처리 경로를 따라 이동하는 과정에서, 도구 방향을 최적화할 수 있습니다., 그리고 도구는 직선으로 움직입니다, 곡면 전체의 모든 부분이 완벽하도록. 방향 변경 없이 직선을 밀링하려는 경우, 도구 포스트는 직선을 그릴 수 있습니다. 방향이 동시에 바뀌는 경우, 도구 끝이 곡선을 그립니다.. 방향이 변경될 때 도구 끝이 필요한 직선을 그릴 수 있는 경우, 이 곡선은 보상되어야 합니다, 5축 가공에서 중요한 포인트입니다.. 제어 시스템이 공구 길이를 고려하지 않는 경우, 도구가 샤프트 중심을 중심으로 회전합니다.. 칼끝이 제자리에서 벗어나 고정되지 않습니다.. 제어 시스템에 5축 제어 기능을 추가하면, 제어 시스템은 도구의 방향만 변경합니다., 도구 끝의 위치는 변경되지 않고 유지됩니다.. X에 필요한 보상 움직임, 와이, 처리의 정확성을 보장하기 위해 Z 축이 자동으로 계산되었습니다..