 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
머시닝 센터 공작기계에서 여러 공구를 사용하면 복잡한 바 공작물의 5면 또는 6면을 모두 가공할 수 있습니다.. 추가 구동 도구를 갖춘 선반보다 전달 효율이 훨씬 높습니다.. 5-스톡 바의 축 밀링은 아주 작은 배치의 공작물을 가공할 때도 경제적입니다..
오랫동안, 사냥용 총이나 스포츠용 총은 전통적인 수작업 방식으로 생산되었습니다.. 이 제품은 높은 품질과 정밀성을 요구하는 것이 특징입니다., 그리고 각 총에는 고유한 특성이 있습니다., 그래서 필연적으로 소량 생산의 특성을 형성하게 될 것입니다.. 지난 몇 년 동안, 기관총 부품은 매년 대량 생산되었습니다., 이제 각 주문 수량은 일반적으로 100 에게 500 조각. 신제품의 개발주기는 점점 더 짧아져야 하므로, 비용을 절감하려면 재고를 줄여야 합니다., 미래의 생산 배치는 다음과 같아야 합니다. 30 에게 200 조각.
수치 1. 스톡 바에 적합한 머시닝 센터

5-축바 머시닝센터
처리를 합리화하기 위해, 원형 이송 기능이 있는 다중 스테이션 자동 공작 기계 또는 다축 자동 선반을 사용할 수 있습니다.. 하지만, 소량 생산 배치로 인해, 전자는 툴링 교체 비용이 높기 때문에 제외됩니다., 후자는 새로운 처리 기술을 습득해야 하기 때문입니다..
5-축 복합 가공 스트라이커
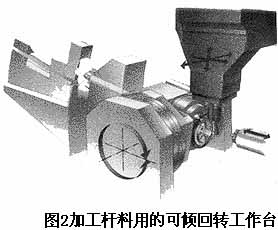
이상적인 솔루션은 Stama Machinery Plant에서 생산하는 MC530/SM 머시닝 센터를 사용하는 것입니다. (그림 참조 1). 공작 기계의 스핀들 출력은 21kW입니다. (70N•m), 그리고 속도는 36~9000r/min입니다. 스핀들은 자동으로 도구를 변경할 수 있습니다, 최대 직경 88mm의 공구를 장착할 수 있습니다., 250길이 mm, 그리고 몸무게 12kg (절단 시간은 3.5초입니다.). X의 작동 범위, 와이, Z 좌표는 800mm×400mm×350mm입니다., 그리고 기울일 수 있는 회전 테이블의 A 및 B 축 (그림 참조 2), 분해능은 0.001°입니다., 그리고 5면체 처리가 실현될 수 있습니다. 좌표는 모두 CNC에 의해 제어됩니다., 보간 기능 포함. 틸팅 가능한 회전 테이블을 통해, 800mm 길이의 막대 재료를 통과할 수 있습니다. (직경 또는 대각선 크기는 20-60mm입니다.). 회전 테이블 왼쪽에, 바를 위한 로딩 스테이션이 있습니다 (막대 및 모양의 막대). 수동 로딩 후, 재료는 스핀들에 설치된 고정 정지점에 닿을 때까지 자동으로 이동합니다., 그런 다음 스프링 척으로 고정 및 고정됩니다.. 막대 재료 라이브러리도 장착 가능. 로딩 스테이션과 연결되어 있습니다., 공작기계가 오랫동안 자동으로 가공할 수 있도록. 가역성 자재 취급 조작기를 공작 기계의 작업대에 설치하여 6면 가공을 실현할 수 있습니다.. 반대편에 설치된 심압대를 통해 긴 공작물을 지지하고 클램핑할 수 있습니다.. 공작 기계에는 자동 공구 교환 장치 매거진이 장착되어 있습니다., 헤드스톡은 매거진에서 도구를 직접 잡아냅니다. (다른 도구 교환 메커니즘 없음). St60 강철에 Ø40mm 구멍을 뚫어 M27 나사산을 가공할 수 있습니다., 밀링량은 350cm3/min입니다. (600알루미늄 소재 밀링 시 cm3/min). 조정된 공구의 길이는 마모 감지를 위해 공작 기계의 레이저 측정 장치에 의해 결정됩니다.. 공작기계의 보조시간이 짧다, 빠른 이송 속도는 40m/min에 도달할 수 있습니다.. 포지셔닝 정확도 허용 오차는 P14에 도달합니다., 위치 결정 분산 Ps=10μm. 공작 기계의 열 보상을 위한 특수 프로그램 적용.
머시닝 센터는 40mm×15mm 바를 완전한 스트라이커로 직접 가공할 수 있습니다.. 첫 번째 처리 계획은 다음과 같은 처리 프로그램을 컴파일하는 것입니다. 20 칼과 38 단계. 처리 후, 디스크 밀링 커터를 사용하세요 (100mm, 125m/분) 처음에 공작물을 절단하려면, 몇 밀리미터의 여유를 두고. 마지막으로, 바늘칼을 사용하다 (Ø6mm, 4800rpm) 공작물을 분리하기 위해 (이는 가공된 공작물이 제어 없이 파손되거나 떨어지는 것을 방지할 수 있습니다.).
이 과정에 따르면, 각 공작물의 절단 시간은 th = 5.62min입니다., 보조 시간 (기계 조정 시간, 등.) 총 3분 05초, x 및 y 위치 지정 시간은 0.49분입니다.. 이런 식으로, 각 공작물을 처리하는 데 소요되는 총 시간은 9.16분입니다., 그건, 기계 효율성 (아래에 80% 짐) ~이다 5 조각/시간. 2교대 체제에서는, 있다 84 근무일당 건수.