 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
ಸಾಮಾನ್ಯ ವರ್ಕ್ಪೀಸ್ ಟರ್ನಿಂಗ್ ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಿಗಿಂತ ಭಿನ್ನವಾಗಿ, ತೆಳುವಾದ ಗೋಡೆಯ ಟೊಳ್ಳಾದ ವರ್ಕ್ಪೀಸ್ಗಳ ಕ್ಲ್ಯಾಂಪ್ಗೆ ಕಡಿಮೆ ಅಸ್ಪಷ್ಟತೆ ಮತ್ತು ಸುರಕ್ಷತೆಯೊಂದಿಗೆ ಚಕ್ ಅನ್ನು ಬಳಸುವುದು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ತೆಳುವಾದ ಗೋಡೆಯ ಟೊಳ್ಳಾದ ಭಾಗಗಳನ್ನು ತಿರುಗಿಸುವಾಗ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಅಸ್ಪಷ್ಟತೆಯು ನಿಗದಿತ ಸಹಿಷ್ಣುತೆಯ ವ್ಯಾಪ್ತಿಯನ್ನು ಮೀರಬಹುದು ಮತ್ತು ವರ್ಕ್ಪೀಸ್ ಸ್ಕ್ರ್ಯಾಪ್ ಆಗಬಹುದು. ಆದ್ದರಿಂದ ಚಕ್ ಆಯ್ಕೆಯು ಬಹಳ ಮುಖ್ಯವಾಗಿದೆ. ಸಮತೋಲಿತ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ದವಡೆಗಳು ಪ್ರಯೋಜನವನ್ನು ನೀಡುತ್ತವೆ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಿಂದುಗಳ ಅತ್ಯುತ್ತಮ ವ್ಯವಸ್ಥೆಯೊಂದಿಗೆ, ವರ್ಕ್ಪೀಸ್ನ ವಿರೂಪವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು 10% ಮೂಲ ವಿರೂಪತೆಯ, ಚಕ್ನ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲವು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ.
ತೆಳುವಾದ ಗೋಡೆಯ ಟೊಳ್ಳಾದ ಭಾಗಗಳನ್ನು ತಿರುಗಿಸುವಾಗ ಅಥವಾ ಮಿಲ್ಲಿಂಗ್ ಮಾಡುವಾಗ ಉಂಟಾಗುವ ಸಮಸ್ಯೆಯೆಂದರೆ ಚಕ್ನ ಕ್ಲ್ಯಾಂಪ್ ಬಲದಿಂದ ವರ್ಕ್ಪೀಸ್ನ ವಿರೂಪ.. ಉಂಗುರಗಳು ಅಥವಾ ಬಾಕ್ಸ್ ಹೌಸಿಂಗ್ಗಳಂತಹ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಗಟ್ಟಿಯಾಗಿ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಬೇಕು ಇದರಿಂದ ಅವು ಕತ್ತರಿಸುವ ಶಕ್ತಿಗಳ ಅಡಿಯಲ್ಲಿಯೂ ಸಡಿಲಗೊಳ್ಳುವುದಿಲ್ಲ.. ಬಲವಾದ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಶಕ್ತಿಗಳು ಅನಿವಾರ್ಯವಾಗಿ ವರ್ಕ್ಪೀಸ್ ವಿರೂಪಕ್ಕೆ ಕಾರಣವಾಗುತ್ತವೆ, ಅದರ ಪ್ರಮಾಣವು ವರ್ಕ್ಪೀಸ್ನ ಆಕಾರ ಮತ್ತು ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ವಸ್ತುವು ಸಹ ಒಂದು ಪ್ರಮುಖ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ. ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ, ಹಿತ್ತಾಳೆ, ಕಂಚಿನ ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಭಾಗಗಳು ಅವುಗಳ ಸ್ಥಿತಿಸ್ಥಾಪಕತ್ವದ ಕಡಿಮೆ ಮಾಡ್ಯುಲಸ್ನಿಂದ ಉಕ್ಕಿನ ಭಾಗಗಳಿಗಿಂತ ಹೆಚ್ಚು ದುರ್ಬಲವಾಗಿರುತ್ತವೆ. ವಿಶೇಷವಾಗಿ ಸಂಯೋಗದ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ತಿರುಗಿಸುವಾಗ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಅಸ್ಪಷ್ಟತೆಯು ನೀಡಲಾದ ಸಹಿಷ್ಣುತೆಯ ವ್ಯಾಪ್ತಿಯನ್ನು ಮೀರಬಹುದು ಮತ್ತು ಸ್ಕ್ರ್ಯಾಪ್ಗೆ ಕಾರಣವಾಗಬಹುದು.
ತಿರುಗಿದ ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಚಕ್ನ ಜೋಡಣೆಯನ್ನು ಗುರುತಿಸುವ ಮೂಲಕ, ತಿರುಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ನಂತರ ಕ್ಲ್ಯಾಂಪ್ಡ್ ವರ್ಕ್ಪೀಸ್ ಸಾಮಾನ್ಯವಾಗಿ ಯಂತ್ರದಲ್ಲಿ ಹಾಗೇ ಮತ್ತು ಸುತ್ತಿನಲ್ಲಿ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ. ತೆಳುವಾದ ಗೋಡೆಯ ವರ್ಕ್ಪೀಸ್ಗಳು, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಿದ ನಂತರ, ಹೆಚ್ಚು ಅಥವಾ ಕಡಿಮೆ ವೃತ್ತಾಕಾರದ ಆಕಾರವನ್ನು ಹೊಂದಿರುವುದಿಲ್ಲ, ಒಂದು ಸುತ್ತುವ ಉಪಕರಣದ ಮೂಲಕ ಸ್ಪಷ್ಟವಾಗಿ ಗಮನಿಸಬಹುದು. ಆದ್ದರಿಂದ ಚಕ್ ವಿತರಣೆಯನ್ನು ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಗುರುತಿಸಬೇಕು ಇದರಿಂದ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲವು ಯಾವುದೇ ವಿರೂಪವನ್ನು ಉಂಟುಮಾಡಿದೆಯೇ ಎಂದು ಗುರುತಿಸಬಹುದು.
ಟೊಳ್ಳಾದ ಭಾಗಗಳನ್ನು ತಿರುಗಿಸುವುದು ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ಮಾಡುವುದು
ಚಿತ್ರ. 1. ವಸ್ತುಗಳ ಉಚಿತ ಕ್ಲ್ಯಾಂಪ್ ಅನಿಯಮಿತ ಆಕಾರ ದೋಷಗಳಿಗೆ ಕಾರಣವಾಗಬಹುದು
ಅಂಕಿ 1 ಮತ್ತು 2 ತಿರುವು ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ನಿಂದಾಗಿ ದುಂಡಗಿನ ದೋಷಗಳ ವಿವಿಧ ಕಾರಣಗಳನ್ನು ಸರಳ ರೀತಿಯಲ್ಲಿ ತೋರಿಸಿ. ಎರಕಹೊಯ್ದ ಒತ್ತಡ ಪರಿಹಾರದ ಸಮಯದಲ್ಲಿ ಅನಿಯಮಿತ ಆಕಾರ ದೋಷಗಳು ಸಹ ಸಂಭವಿಸಬಹುದು, ಸ್ಥಳೀಯ ವಸ್ತುಗಳ ನಿರ್ಮಾಣದೊಂದಿಗೆ ವಿಶೇಷ ವರ್ಕ್ಪೀಸ್ ಆಕಾರಗಳಿಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಇದು ಮುಖ್ಯವಾಗಿದೆ. ಸುತ್ತಿನ ದೋಷಗಳು ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಸ್ಥಾನಗಳ ಸ್ಪಷ್ಟವಾದ ವಿವರಣೆಯು ಸಾಧ್ಯವಿಲ್ಲ. ಪ್ರಯೋಗ ತಿರುವು, ಗಟ್ಟಿಯಾದ ಭಾಗದ ಮೇಲ್ಮೈಗಳನ್ನು ಸಡಿಲಗೊಳಿಸುವುದು ಮತ್ತು ಮುಗಿಸುವುದು, ಅಥವಾ ಯಂತ್ರಕ್ಕೆ ಮುಂಚಿತವಾಗಿ ಕಚ್ಚಾ ವರ್ಕ್ಪೀಸ್ಗಳ ಉಚಿತ ಅನೆಲಿಂಗ್, ವರ್ಕ್ಪೀಸ್ನ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ.
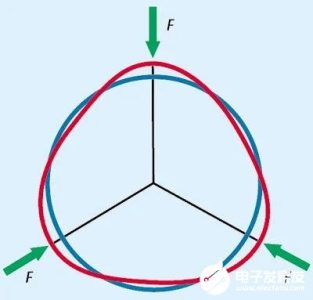
ಚಕ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲದಿಂದ ವಿರೂಪ
ಚಿತ್ರ 2: ಚಕ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲದಿಂದ ನಿಯಮಿತ ವಿರೂಪ
ಅಂಜೂರದ ಉದಾಹರಣೆಯಲ್ಲಿ. 2, ವರ್ಕ್ಪೀಸ್ ಚಕ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಫೋರ್ಸ್ನಿಂದ ಸ್ಪಷ್ಟವಾಗಿ ವಿರೂಪಗೊಂಡಿದೆ ಮತ್ತು ಅದರ ರಂಧ್ರವನ್ನು ಚಕ್ ಪ್ರದೇಶದಲ್ಲಿ ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಒಳಕ್ಕೆ ಹಿಂಡಲಾಗುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ವರ್ಕ್ಪೀಸ್ ಬಿಡುಗಡೆಯಾದ ನಂತರ ಮತ್ತು ಹಿಂತೆಗೆದುಕೊಂಡ ನಂತರ ಈ ಸ್ಥಳದಲ್ಲಿ ಹೆಚ್ಚಿನ ವಸ್ತುಗಳನ್ನು ನೆಲಸಮ ಮಾಡುವ ಪರಿಸ್ಥಿತಿ ಇದೆ. ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಒತ್ತಡವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದನ್ನು ಪರಿಗಣಿಸುವುದು ಸರಳವಾದ ಪರಿಹಾರವಾಗಿದೆ. ಈ ನಿಟ್ಟಿನಲ್ಲಿ, ಈ ಸ್ಥಿತಿಯಲ್ಲಿ ಚಕ್ ಇನ್ನೂ ಸಾಕಷ್ಟು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಶಕ್ತಿಯನ್ನು ಹೊಂದಿದೆಯೇ ಎಂಬುದರ ಬಗ್ಗೆ ಗಮನ ಹರಿಸಬೇಕು, ಗ್ರೈಂಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗೆ ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚಿನ ಕತ್ತರಿಸುವ ವೇಗ ಮತ್ತು ತಿರುಗುವಿಕೆಯ ವೇಗದ ಅಗತ್ಯವಿರುತ್ತದೆ. ಕೇಂದ್ರಾಪಗಾಮಿ ಬಲ ಸಮತೋಲನದ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲವು ಸುಲಭವಾಗಿ ಅಪಾಯಕಾರಿ ಮಟ್ಟಕ್ಕೆ ಇಳಿಯಬಹುದು. ಆದ್ದರಿಂದ, ಕಾರ್ಯಾಚರಣೆಯ ವೇಗದಲ್ಲಿ ಚಕ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲವನ್ನು ಅಳೆಯಲು CNC ತಯಾರಕರ ಅವಶ್ಯಕತೆಗಳನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಗಮನಿಸಬೇಕು.
I. ದುಂಡನೆಯ ಮಾಪನವು ದೋಷದ ಕಾರಣವನ್ನು ಪ್ರತಿಬಿಂಬಿಸುತ್ತದೆ
ದೋಷದ ಎರಡು ಮೂಲಗಳು ಮಾತ್ರವಲ್ಲದೆ ಪರಸ್ಪರ ಸ್ಪಷ್ಟವಾಗಿ ಭಿನ್ನವಾಗಿವೆ, ದುಂಡುತನದ ಮಾಪನವು ಎರಡು ಸನ್ನಿವೇಶಗಳ ನಡುವೆ ಕೆಲವು ರೀತಿಯ ಮಿಶ್ರ ಆಕಾರವನ್ನು ತೋರಿಸುತ್ತದೆ. ಇದು ದೋಷದ ಮೂಲದ ಕಾರಣದ ಬಗ್ಗೆ ಮಾಹಿತಿಯನ್ನು ಒದಗಿಸುತ್ತದೆ ಇದರಿಂದ ಪರಿಹಾರ ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು.

ಹಾರ್ಡ್ ಸ್ಟೆಪ್ಡ್ ಚಕ್ಸ್
ಚಿತ್ರ. 3, ರಿಜಿಡ್ ಕ್ಯಾಲಿಪರ್ನೊಂದಿಗೆ ಪವರ್ ಚಕ್ QLC-KT
ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲದ ಕಡಿತವು ತೃಪ್ತಿದಾಯಕ ಫಲಿತಾಂಶಗಳನ್ನು ತರದಿದ್ದರೆ, ಬಳಸಿದ ಚಕ್ನ ವಿಶ್ಲೇಷಣೆಯನ್ನು ಶಿಫಾರಸು ಮಾಡಬಹುದು. ಉದಾಹರಣೆಗೆ, ಎರಕಹೊಯ್ದ ಕಬ್ಬಿಣದ ಬಾಕ್ಸ್ ಹೌಸಿಂಗ್ ಭಾಗಗಳ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಗಟ್ಟಿಯಾದ ಪ್ರಮಾಣಿತ ಸ್ಟೆಪ್ಡ್ ಚಕ್ನೊಂದಿಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ (ಚಿತ್ರ. 3). ಅದರ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಚಕ್ ಹಲ್ಲುಗಳು ದೀರ್ಘಾವಧಿಯ ಬಳಕೆಯ ನಂತರ ನೈಸರ್ಗಿಕ ಉಡುಗೆಯಿಂದಾಗಿ ಕ್ರಮೇಣ ಮೊಂಡಾಗುತ್ತವೆ, ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮತ್ತು ಜೋಡಿಸುವ ಪರಿಣಾಮವು ದುರ್ಬಲಗೊಳ್ಳುತ್ತದೆ. ಯಂತ್ರದ ಸಮಯದಲ್ಲಿ ವರ್ಕ್ಪೀಸ್ ಜಾರಿಬೀಳುವ ಅಥವಾ ಚಕ್ನಿಂದ ಸ್ಥಳಾಂತರಿಸುವ ಅಪಾಯವು ಕ್ರಮೇಣ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಚಿತ್ರ 4, KBNKLA ದವಡೆ ಚಕ್ (ಎ) ಮತ್ತು ಸೆಕ್ಟರ್ ಚಕ್ (ಬಿ) ಹೆಚ್ಚಿನ ಸುರಕ್ಷತೆಯೊಂದಿಗೆ
II. ಕಠಿಣ ಹೆಜ್ಜೆ ಚಕ್
ಪ್ರತಿ ಸಿಎನ್ಸಿ ಮ್ಯಾಚಿಂಗ್ ಕಂಪನಿಯು ಗಟ್ಟಿಯಾದ ಸ್ಟೆಪ್ ಚಕ್ಗಳ ಸ್ಟಾಕ್ ಅನ್ನು ನಿರ್ವಹಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ. ಇದನ್ನು ಮಾಡುವುದು ಒಳ್ಳೆಯದು, ಯಂತ್ರದ ಸಮಯದಲ್ಲಿ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಕಳೆದುಕೊಳ್ಳುವ ವೆಚ್ಚಕ್ಕಿಂತ ವೆಚ್ಚವು ತುಂಬಾ ಕಡಿಮೆಯಿರುತ್ತದೆ. ಹೊಸ ಚಕ್ಗಳಿಗೆ ಕಡಿಮೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಶಕ್ತಿಯ ಅಗತ್ಯವಿರುತ್ತದೆ ಮತ್ತು ಆದ್ದರಿಂದ ಅವುಗಳ ಉತ್ತಮ ಕ್ಲ್ಯಾಂಪ್ ಪರಿಣಾಮದಿಂದಾಗಿ ವರ್ಕ್ಪೀಸ್ನ ಕಡಿಮೆ ವಿರೂಪತೆಯ ಅಗತ್ಯವಿರುತ್ತದೆ.. ಮೊನಚಾದ ಹಲ್ಲುಗಳೊಂದಿಗೆ ದವಡೆ ಚಕ್ಕುತ್ತದೆ (ಚಿತ್ರ. 4) ಹೆಚ್ಚಿನ ಸುರಕ್ಷತೆಯನ್ನು ಒದಗಿಸಬಹುದು. ಈ ಚಕ್ಗಳು ವರ್ಕ್ಪೀಸ್ನ ಮೇಲ್ಮೈಯನ್ನು ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಬಹುದು ಮತ್ತು ಬ್ಲಾಕ್ಗಳನ್ನು ನೆಲಸಮಗೊಳಿಸಲು ಒಂದು ಹಲ್ಲಿನೊಂದಿಗೆ ಒಂದು ಹಂತದ ಚಕ್ನಂತೆ ಅದೇ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲದೊಂದಿಗೆ ದ್ವಿಗುಣ ಕತ್ತರಿಸುವ ಬಲವನ್ನು ಸಾಧಿಸಬಹುದು., ಕಡಿಮೆ ಹೂಡಿಕೆಯ ಅಗತ್ಯವಿರುವಾಗ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟ ಮತ್ತು ಪ್ರಕ್ರಿಯೆ ಸುರಕ್ಷತೆಗೆ ಕೊಡುಗೆ ನೀಡುತ್ತದೆ. ಚಕ್ ತಯಾರಕರು ಈ ಚಕ್ಗಳನ್ನು ವಿವಿಧ ಆಕಾರಗಳು ಮತ್ತು ಗಾತ್ರಗಳಲ್ಲಿ ಒದಗಿಸಬಹುದು. ಸೂಕ್ಷ್ಮ ಕಚ್ಚಾ ವಸ್ತುಗಳ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವಾಗ ಸ್ವಿಂಗ್ ದವಡೆ ಚಕ್ ನಿರ್ದಿಷ್ಟ ಪ್ರಯೋಜನಗಳನ್ನು ನೀಡುತ್ತದೆ (ಚಿತ್ರ 5). ಸ್ವಿಂಗ್ ಸೇತುವೆಯು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಿಂದುಗಳ ಸಂಖ್ಯೆಯನ್ನು ದ್ವಿಗುಣಗೊಳಿಸಲು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲವನ್ನು ವಿತರಿಸುತ್ತದೆ, ಪ್ರತಿಯೊಂದೂ ಕೇವಲ ಅರ್ಧದಷ್ಟು ಬಲಕ್ಕೆ ಒಳಪಟ್ಟಿರುತ್ತದೆ, ಮತ್ತು ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಿಂದುಗಳ ನಡುವಿನ ಬಾಗುವ ಸ್ಥಿತಿಸ್ಥಾಪಕ ವ್ಯಾಪ್ತಿಯು ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಿಂದುಗಳ ವಿತರಣೆಯು ಸೂಕ್ತವಾಗಿದ್ದರೆ (ಸುತ್ತಳತೆಯ ಸುತ್ತಲೂ ಸಮವಾಗಿ ವಿತರಿಸಲಾಗುತ್ತದೆ), ವರ್ಕ್ಪೀಸ್ನ ವಿರೂಪವನ್ನು ಸರಿಸುಮಾರು ಕಡಿಮೆ ಮಾಡಬಹುದು 10% ಚಕ್ನ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಬಲವನ್ನು ಕಡಿಮೆ ಮಾಡದೆಯೇ ಮೂಲ ವಿರೂಪತೆಯ.
ಚಿತ್ರ. 5, ಸ್ವಿಂಗ್ ದವಡೆಗಳೊಂದಿಗೆ ಚಕ್ (ಬಿ) (ಎ)
ಈಗಾಗಲೇ ತಿರುಗಿರುವ ವರ್ಕ್ಪೀಸ್ನ ವ್ಯಾಸದ ಮೇಲೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಸಂದರ್ಭದಲ್ಲಿ, ವ್ಯಾಪಕ ಶ್ರೇಣಿಯ ಅನ್ವಯಗಳೊಂದಿಗೆ ಹಾರ್ಡ್ ಚಕ್ ಅನ್ನು ಬಳಸಬಹುದು (ಚಿತ್ರ. 6). ಸ್ಕ್ರೂಡ್-ಇನ್ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ವ್ಯಾಸವು ಸಂಪೂರ್ಣ ಸುತ್ತಳತೆಯ ಮೇಲೆ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಬೆಂಬಲಿಸುತ್ತದೆ, ಆದ್ದರಿಂದ ವರ್ಕ್ಪೀಸ್ ಹೆಚ್ಚಿನ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಶಕ್ತಿಗಳ ಅಡಿಯಲ್ಲಿಯೂ ವಿರೂಪಗೊಳ್ಳುವುದಿಲ್ಲ. ಈ ರೀತಿಯ ಚಕ್ ಅನ್ನು ವಿವಿಧ ತಯಾರಕರು ಸರಬರಾಜು ಮಾಡಬಹುದು ಮತ್ತು ವಿಶೇಷ ಆಕಾರವನ್ನು ಹೊಂದಿದೆ, ವರ್ಕ್ಪೀಸ್ ಡ್ರಾಯಿಂಗ್ ಪ್ರಕಾರ ಇದನ್ನು ಅತ್ಯುತ್ತಮವಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಬಹುದು ಮತ್ತು ತಯಾರಿಸಬಹುದು.
ಚಿತ್ರ. 6, ಈಗಾಗಲೇ ತಿರುಗಿದ ಮತ್ತು ಗಿರಣಿ ಮಾಡಿದ ವರ್ಕ್ಪೀಸ್ ವ್ಯಾಸಗಳಲ್ಲಿ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡಲು ದೊಡ್ಡ ಪ್ರಮಾಣದ ಕ್ಲಾಂಪ್ಗಳೊಂದಿಗೆ ಪವರ್ ಚಕ್
ಒಂದೇ ರೀತಿಯ ಅಥವಾ ಒಂದೇ ರೀತಿಯ ವರ್ಕ್ಪೀಸ್ಗಳ ದೊಡ್ಡ ಪ್ರಮಾಣದ CNC ಯಂತ್ರಕ್ಕಾಗಿ, ವಿಶೇಷ ಕ್ಲ್ಯಾಂಪ್ ಸಾಧನಗಳನ್ನು ಬಳಸಬಹುದು. ವಿಶೇಷವಾಗಿ ತೆಳುವಾದ ಗೋಡೆಯ ಉಂಗುರಗಳಿಗೆ, ಯಾಂತ್ರಿಕವಾಗಿ ಚಾಲಿತ ಲಿವರ್-ಸಮತೋಲಿತ ಚಕ್ಗಳೊಂದಿಗೆ ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಪಡೆಯಬಹುದು 6 ಅಥವಾ 12 ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಚಕ್ಸ್ 400 ಗೆ 4000 ಮಿಮೀ (ಚಿತ್ರ. 7). ಪ್ರತ್ಯೇಕ ಚಕ್ಗಳ ನಡುವೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಪರಿಮಾಣ ಮತ್ತು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲದ ಸಮೀಕರಣವನ್ನು ರಚಿಸಲಾಗಿದೆ, ವರ್ಕ್ಪೀಸ್ನ ಸುತ್ತಳತೆಯಲ್ಲಿ ದೋಷವಿದ್ದರೂ ಸಹ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಸುರಕ್ಷಿತವಾಗಿ ಮತ್ತು ವಿರೂಪವಿಲ್ಲದೆ ಹಿಡಿದಿಟ್ಟುಕೊಳ್ಳಬಹುದು. ಜೊತೆಗೆ, ಫಿಕ್ಚರ್ ಅನ್ನು ಹಸ್ತಚಾಲಿತವಾಗಿ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಸಂಪೂರ್ಣವಾಗಿ ಕೇಂದ್ರೀಯ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ವಿಧಾನಕ್ಕೆ ಬದಲಾಯಿಸಬಹುದು.
ಚಿತ್ರ. 7, 6WAZM ಪ್ರಕಾರದ ಆರು-ಕ್ಯಾಲಿಪರ್ ಲಿವರ್ ಬ್ಯಾಲೆನ್ಸ್ ಚಕ್ ಮತ್ತು ತೆಳ್ಳಗಿನ ಗೋಡೆಯ ಉಂಗುರವನ್ನು ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ವೇಗದ ಹೊಂದಾಣಿಕೆಯ ಕ್ಯಾಲಿಪರ್ ಅನ್ನು ಉತ್ತಮ ಫಲಿತಾಂಶಗಳೊಂದಿಗೆ ಪಡೆಯಬಹುದು..
III. ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಫೋರ್ಸ್ ಅಕ್ಷೀಯವಾಗಿ ಬೆಂಬಲದ ಮೇಲೆ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ
ನಿರ್ದಿಷ್ಟವಾಗಿ ಸುಲಭವಾಗಿ ವಿರೂಪಗೊಂಡ ಮತ್ತು ಅನಿಯಮಿತ ಆಕಾರದ ವರ್ಕ್ಪೀಸ್ಗಳಿಗಾಗಿ, ಬೆರಳು ಚಕ್ಸ್ ಅನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಈ ವಿಷಯದಲ್ಲಿ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲವು ರೇಡಿಯಲ್ ಆಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವುದಿಲ್ಲ, ಆದರೆ ಅಕ್ಷೀಯವಾಗಿ ಸೆಟ್ ಸೆಂಟ್ರಿಂಗ್ ಮತ್ತು ಸಪೋರ್ಟ್ ಪಾಯಿಂಟ್ಗಳ ಮೇಲೆ ಫಿಂಗರ್ ಚಕ್ ಮೂಲಕ (ಚಿತ್ರ 8), ಮತ್ತು ವರ್ಕ್ಪೀಸ್ನ ರೇಡಿಯಲ್ ವಿರೂಪವನ್ನು ಹೆಚ್ಚಿನ ಪ್ರಮಾಣದಲ್ಲಿ ತಪ್ಪಿಸಲಾಗುತ್ತದೆ. ಬೆರಳು ಚಕ್ಗಳಲ್ಲಿ, ಹಿಂದಿನ ಜೋಡಣೆ ಚಕ್ಗಳನ್ನು ಸಣ್ಣ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ಫೋರ್ಸ್ಗಳು ಮತ್ತು ಬಲವಾದ ಅಕ್ಷೀಯ ಕ್ಲ್ಯಾಂಪಿಂಗ್ನೊಂದಿಗೆ ಸಂಯೋಜಿಸಲು ಸಾಧ್ಯವಿದೆ. ಜೊತೆಗೆ, ವಾರ್ಷಿಕ ವರ್ಕ್ಪೀಸ್ಗಳಿಗೆ ಮಾತ್ರವಲ್ಲದೆ ಬಳಸಬಹುದಾದ ಅನೇಕ ವಿಶೇಷ ಚಕ್ಗಳಿವೆ, ಆದರೆ ವಿವಿಧ ಸಂಕೀರ್ಣ ಆಕಾರಗಳ ವರ್ಕ್ಪೀಸ್ಗಳಿಗೆ ಸಹ.
ಚಿತ್ರ. 8, ಯಾಂತ್ರಿಕವಾಗಿ ಚಾಲಿತ ಎಫ್ಎಲ್ಡಿಎ ಪ್ರಕಾರದ ಸೆಂಟ್ರಿಂಗ್ ಫಿಂಗರ್ ಚಕ್ಗಳನ್ನು ವಿಶೇಷವಾಗಿ ಸುಲಭವಾಗಿ ವಿರೂಪಗೊಳ್ಳುವ ಮತ್ತು ಅನಿಯಮಿತ ಆಕಾರದಲ್ಲಿರುವ ವರ್ಕ್ಪೀಸ್ಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ
ಈ ಚಕ್ಗಳಲ್ಲಿ ಹೆಚ್ಚಿನವು ವರ್ಕ್ಪೀಸ್ಗಳ ನಿರ್ದಿಷ್ಟ ಆಕಾರಗಳಿಗಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ಗ್ರಾಹಕರ ಆದೇಶಗಳ ಪ್ರಕಾರ ವಿಶೇಷ ಕ್ಲ್ಯಾಂಪಿಂಗ್ ತಂತ್ರಜ್ಞಾನ ಕಂಪನಿಗಳಿಂದ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ ಮತ್ತು ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಖಂಡಿತವಾಗಿ, ಈ ರೀತಿಯ ಚಕ್ ಬ್ಯಾಚ್ ಸಂಸ್ಕರಣೆಗಾಗಿ ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಫಿಕ್ಚರ್ಗಿಂತ ಹೆಚ್ಚು ದುಬಾರಿಯಾಗಿದೆ, ಆದರೆ ಇದು ಪ್ರಕ್ರಿಯೆಯ ಗುಣಮಟ್ಟ ಮತ್ತು ಉತ್ಪಾದಕತೆಯನ್ನು ಹೆಚ್ಚು ಸುಧಾರಿಸುತ್ತದೆ ಮತ್ತು ಕಡಿಮೆ ಅವಧಿಯಲ್ಲಿ ಸ್ವತಃ ಪಾವತಿಸಬಹುದು.