 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
ತೆಳುವಾದ ಭಾಗಗಳ ಉತ್ತಮ ಯಂತ್ರದಲ್ಲಿ, ಒರಟು ಯಂತ್ರದಿಂದ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲದ ಪ್ರಭಾವ, ಕತ್ತರಿಸುವ ಸಾಧನ ಮತ್ತು ಭಾಗದ ಆಂತರಿಕ ಒತ್ತಡದ ಪ್ರಕ್ರಿಯೆಯ ನಿಯತಾಂಕಗಳನ್ನು ಪೂರ್ಣಗೊಳಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಸಂಪೂರ್ಣವಾಗಿ ಪರಿಗಣಿಸಬೇಕು. ಹಾಗೆಯೇ ಮಿಲ್ಲಿಂಗ್ ಸಮಯದಲ್ಲಿ ಭಾಗದ ರಚನೆಯ ಮೇಲೆ ಬಲವನ್ನು ಕತ್ತರಿಸುವ ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ಶಾಖದ ಪ್ರಭಾವ, ದಕ್ಷತೆಯ ಸುಧಾರಣೆಯಿಂದ ಉಂಟಾಗುವ ವಿರೂಪವನ್ನು ತಪ್ಪಿಸಲು ವಿರೂಪವನ್ನು ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ, ಇದು ಭಾಗದ ನಿಖರತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟಕ್ಕೆ ಹಾನಿಯನ್ನುಂಟುಮಾಡುತ್ತದೆ.

ತೆಳುವಾದ ಗೋಡೆಯ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ಭಾಗಗಳನ್ನು ಮಿಲ್ಲಿಂಗ್ ಮಾಡಲು ಕಟ್ಟರ್ಗಳ ಆಯ್ಕೆ
ತೆಳುವಾದ ಭಾಗಗಳನ್ನು ಯಂತ್ರಕ್ಕಾಗಿ ಕತ್ತರಿಸುವ ಪರಿಕರಗಳ ಆಯ್ಕೆ
ಹೆಚ್ಚು ಸಮಂಜಸವಾದ ಸಾಧನಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದರಿಂದ ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯನ್ನು ನೇರವಾಗಿ ಸುಧಾರಿಸಬಹುದು. ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ವಸ್ತುಗಳ ಮಿಲ್ಲಿಂಗ್ಗೆ ಹೆಚ್ಚಿನ ಉಪಕರಣದ ವಸ್ತುಗಳ ಅಗತ್ಯವಿರುವುದಿಲ್ಲ. ಸಾಮಾನ್ಯವಾಗಿ, ಸಿಮೆಂಟೆಡ್ ಕಾರ್ಬೈಡ್ ಮಿಲ್ಲಿಂಗ್ ಕಟ್ಟರ್ ಸಾಕು, ಮತ್ತು ಲೇಪನವನ್ನು ಅನ್ಕೋಟೆಡ್ ಅಥವಾ ಡೈಮಂಡ್ ಲೇಪಿತವಾಗಿರಬಹುದು. ಒರಟು ಯಂತ್ರದಲ್ಲಿ, ಏಕೆಂದರೆ ನಿಖರತೆ ಮತ್ತು ಗುಣಮಟ್ಟದ ಸಮಸ್ಯೆಗಳನ್ನು ಪರಿಗಣಿಸುವುದು ಅನಿವಾರ್ಯವಲ್ಲ, ಲೋಹದ ವಸ್ತುವನ್ನು ಸಾಧ್ಯವಾದಷ್ಟು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ತೆಗೆದುಹಾಕಬಹುದು, ಆದ್ದರಿಂದ ಪಾಸ್ಗಳ ಸಂಖ್ಯೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಪಾಸ್ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ದೊಡ್ಡ ವ್ಯಾಸದ ಉಪಕರಣವನ್ನು ಆಯ್ಕೆ ಮಾಡಬಹುದು.
ಜೊತೆಗೆ, ಒರಟು ಯಂತ್ರದಲ್ಲಿ, ವಿರಳ-ಹಲ್ಲಿನ ಉಪಕರಣಗಳ ಬದಲಿಗೆ ಕ್ಲೋಸ್-ಟೂತ್ ಉಪಕರಣಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಪ್ರಯತ್ನಿಸಿ, ಪ್ರತಿ ಕ್ರಾಂತಿಗೆ ಫೀಡ್ ಅನ್ನು ಹೆಚ್ಚಿಸಬಹುದು, ಮತ್ತು ಕತ್ತರಿಸುವ ವೇಗವನ್ನು ಅದೇ ವೇಗದಲ್ಲಿ ಹೆಚ್ಚಿಸಬಹುದು. ಮುಗಿಸುವ ಯಂತ್ರದಲ್ಲಿ, ಹೆಚ್ಚಿನ ದಕ್ಷತೆಯ ವಸ್ತು ತೆಗೆಯುವಿಕೆಯ ಸಮಸ್ಯೆಯನ್ನು ಪರಿಗಣಿಸುವುದರ ಜೊತೆಗೆ, ಕತ್ತರಿಸುವ ಸಮಯದಲ್ಲಿ ತೆಳುವಾದ ಗೋಡೆಯ ಘಟಕಗಳ ಬಲ ಮತ್ತು ವಿರೂಪ ನಿಯಂತ್ರಣದ ಸಮಸ್ಯೆಯನ್ನು ಸಹ ಸಂಪೂರ್ಣವಾಗಿ ಪರಿಗಣಿಸಬೇಕು.
ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹದ ತೆಳುವಾದ ಗೋಡೆಯ ಭಾಗಗಳನ್ನು ಮುಗಿಸಲು ಕಾರ್ಬೈಡ್ ಉಪಕರಣಗಳನ್ನು ಬಳಸಬೇಕು. ಉಪಕರಣದ ಕುಂಟೆ ಕೋನವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿರಬಾರದು, ಇಲ್ಲದಿದ್ದರೆ ಕತ್ತರಿಸುವ ವಿರೂಪ ಮತ್ತು ಘರ್ಷಣೆ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಕುಂಟೆ ಮುಖದ ಉಡುಗೆ ಹೆಚ್ಚಾಗುತ್ತದೆ, ಮತ್ತು ಉಪಕರಣದ ಜೀವನವು ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಜೊತೆಗೆ, ಉಪಕರಣದ ತುದಿಯ ಆರ್ಕ್ ತ್ರಿಜ್ಯದ ಆಯ್ಕೆಯು ಸೂಕ್ತವಾಗಿರಬೇಕು, ಮತ್ತು ಚಿಪ್ ಡಿಸ್ಚಾರ್ಜ್ಗೆ ಅನುಕೂಲವಾಗುವಂತೆ ಉಪಕರಣದ ಹಲ್ಲುಗಳು ತುಂಬಾ ದಟ್ಟವಾಗಿರಬಾರದು. ಫೀಡ್ ದರವನ್ನು ಮತ್ತಷ್ಟು ಹೆಚ್ಚಿಸುವುದು ಪ್ರಯೋಜನಕಾರಿಯಾಗಿದೆ, ಗಟ್ಟಿಯಾದ ಪದರವನ್ನು ಶೀತದಿಂದ ಕೆಲಸ ಮಾಡುವುದನ್ನು ತಡೆಯಿರಿ, ಮತ್ತು ಉಪಕರಣದ ಸೇವಾ ಜೀವನವನ್ನು ವಿಸ್ತರಿಸಿ.
ತೆಳುವಾದ ಭಾಗಗಳನ್ನು ಮಿಲ್ಲಿಂಗ್ ಮಾಡಲು ಉಪಕರಣದ ಮಾರ್ಗವನ್ನು ಹೊಂದಿಸಿ
ತೆಳುವಾದ ಭಾಗಗಳನ್ನು ಮಿಲ್ಲಿಂಗ್ ಮಾಡಲು ಉಪಕರಣದ ಮಾರ್ಗವನ್ನು ಆಯ್ಕೆಮಾಡಿ
ವೇಗ ಮತ್ತು ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚಿಸಲು ಹೆಚ್ಚು ಪರಿಣಾಮಕಾರಿ ಮಾರ್ಗವೆಂದರೆ ಉಪಕರಣದ ಮಾರ್ಗವನ್ನು ಉತ್ತಮಗೊಳಿಸುವುದು, ಮತ್ತು ಹೆಚ್ಚಿನ ವೇಗದ ಕತ್ತರಿಸುವ ಸಮಯದಲ್ಲಿ ಉಪಕರಣದ ಮಾರ್ಗದ ನಿರ್ದೇಶನವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ. ಅದು, ಉಪಕರಣದ ಮಾರ್ಗವು ಸಾಧ್ಯವಾದಷ್ಟು ಸರಳವಾಗಿದೆ, ಕಡಿಮೆ ತಿರುವುಗಳೊಂದಿಗೆ, ಮತ್ತು ದಿಕ್ಕಿನಲ್ಲಿ ತ್ವರಿತ ಬದಲಾವಣೆಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮಾರ್ಗವು ಸಾಧ್ಯವಾದಷ್ಟು ಮೃದುವಾಗಿರುತ್ತದೆ; ನಿಷ್ಕ್ರಿಯ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕು, ಮತ್ತು ಸಂಪೂರ್ಣ ವರ್ಕ್ಪೀಸ್ನಲ್ಲಿ ಕತ್ತರಿಸುವ ಸಮಯದ ಪ್ರಮಾಣವನ್ನು ಸಾಧ್ಯವಾದಷ್ಟು ಹೆಚ್ಚಿಸಬೇಕು;
ಲೂಪ್ ಮಿಲ್ಲಿಂಗ್ ಅನ್ನು ಬಳಸಲು ಪ್ರಯತ್ನಿಸಬೇಕು, ಕತ್ತರಿಸುವ ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಉಪಕರಣದ ಮಾರ್ಗವನ್ನು ಅಡ್ಡಿಪಡಿಸದೆ ಮೂಲಕ. ಉಪಕರಣದ ಕತ್ತರಿಸುವ ಮತ್ತು ಕತ್ತರಿಸುವ ಸಮಯವನ್ನು ಕಡಿಮೆ ಮಾಡಿ, ಮತ್ತು ಸ್ಥಿರತೆಯನ್ನು ಪಡೆಯಿರಿ, ಪರಿಣಾಮಕಾರಿ ಮತ್ತು ಹೆಚ್ಚಿನ ನಿಖರವಾದ ಯಂತ್ರ ಪ್ರಕ್ರಿಯೆ.
ಸಣ್ಣ ವಕ್ರತೆಯ ತ್ರಿಜ್ಯದ ಮೇಲ್ಮೈಯ ಸಾಧನ ಮಾರ್ಗ
ಸಣ್ಣ ವಕ್ರತೆಯ ತ್ರಿಜ್ಯದ ಮೇಲ್ಮೈಯ ಸಾಧನ ಮಾರ್ಗ
ಅವಿಭಾಜ್ಯ ರಚನಾತ್ಮಕ ಭಾಗಗಳ ದೊಡ್ಡ ಮತ್ತು ಸಂಕೀರ್ಣ ಬಾಗಿದ ಮೇಲ್ಮೈಗಳ ಹೆಚ್ಚಿನ ವೇಗದ ಯಂತ್ರದಲ್ಲಿ, ಬಾಗಿದ ಮೇಲ್ಮೈಯ ವಕ್ರತೆಯು ಬಹಳವಾಗಿ ಬದಲಾದಾಗ, ಗರಿಷ್ಠ ವಕ್ರತೆಯ ತ್ರಿಜ್ಯದ ದಿಕ್ಕನ್ನು ಅತ್ಯುತ್ತಮ ಕತ್ತರಿಸುವ ದಿಕ್ಕಾಗಿ ಬಳಸಬೇಕು; ಬಾಗಿದ ಮೇಲ್ಮೈಯ ವಕ್ರತೆಯು ಚಿಕ್ಕದಾಗಿ ಬದಲಾದಾಗ, ಕತ್ತರಿಸುವ ದಿಕ್ಕಿನ ಮೇಲೆ ವಕ್ರತೆಯ ತ್ರಿಜ್ಯದ ಪ್ರಭಾವವು ದುರ್ಬಲಗೊಳ್ಳುತ್ತದೆ. ಒಂದೇ ಟೂಲ್ ಪಥದ ಉದ್ದದ ಸರಾಸರಿ ಉದ್ದದೊಂದಿಗೆ ಕತ್ತರಿಸುವ ದಿಕ್ಕನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಉತ್ತಮ.
ಮಿಲ್ಲಿಂಗ್ಗಾಗಿ ಸಮತಲ ಸಾಧನ ಮಾರ್ಗ
ವಕ್ರತೆಯ ದೊಡ್ಡ ತ್ರಿಜ್ಯದೊಂದಿಗೆ ಬಾಗಿದ ಉಪಕರಣದ ಮಾರ್ಗ
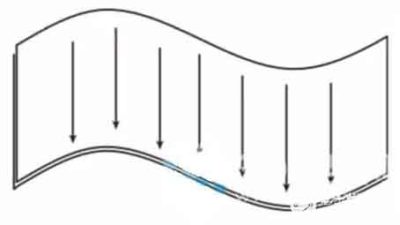
ಇಳಿಜಾರಾದ ವಿಮಾನಗಳನ್ನು ಯಂತ್ರ ಮಾಡುವಾಗ, ಸಮತಲ ಕತ್ತರಿಸುವಿಕೆಯನ್ನು ಅಳವಡಿಸಿಕೊಂಡರೆ, ಪ್ರತಿ ವಿಭಾಗದ ಕತ್ತರಿಸುವ ಅಂತರವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದೆ. ಮಿಲ್ಲಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಸ್ಪಿಂಡಲ್ ಆಗಾಗ್ಗೆ ದಿಕ್ಕನ್ನು ಬದಲಾಯಿಸಬೇಕಾಗುತ್ತದೆ, ಕಳಪೆ ಕತ್ತರಿಸುವ ಸ್ಥಿರತೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಮತ್ತು ಏಕೆಂದರೆ ಮಿಲ್ಲಿಂಗ್ ಒಲವನ್ನು ಹೊಂದಿದೆ, ಸಮತಲ ಫೀಡ್ಗೆ X ಅಥವಾ Y ಅಕ್ಷ ಮತ್ತು Z ಅಕ್ಷದ ಸಂಪರ್ಕದ ಅಗತ್ಯವಿದೆ, ಕತ್ತರಿಸುವ ವೇಗದ ಹೆಚ್ಚಳಕ್ಕೆ ಇದು ಅನುಕೂಲಕರವಾಗಿಲ್ಲ.

ತೆಳುವಾದ ಭಾಗಗಳನ್ನು ಮಿಲ್ಲಿಂಗ್ ಮಾಡಲು ನಿಯತಾಂಕಗಳನ್ನು ಆಯ್ಕೆಮಾಡಿ
ಮಿಲ್ಲಿಂಗ್ಗಾಗಿ ಸಮತಲವಾದ ಸಮತಲ ಸಾಧನ ಮಾರ್ಗ
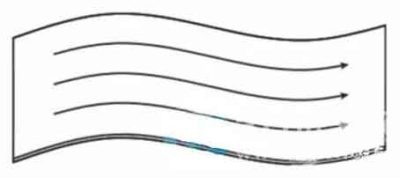
ಆದ್ದರಿಂದ, ಈ ರೀತಿಯ ಬೆವೆಲ್ ಯಂತ್ರಕ್ಕಾಗಿ, ಉಪಕರಣದ ಮಾರ್ಗವನ್ನು ಸಾಧ್ಯವಾದಷ್ಟು ಉದ್ದವಾದ ಬೆವೆಲ್ಗೆ ಸಮಾನಾಂತರವಾಗಿ ಜೋಡಿಸಬೇಕು. ಸಾಧನದ ಮಾರ್ಗವು ಉದ್ದವಾಗಿದೆ ಮಾತ್ರವಲ್ಲ, ಹಿಮ್ಮುಖ ಸಮಯಗಳ ಸಂಖ್ಯೆ ಕಡಿಮೆ, ಆದರೆ ಒಂದೇ ಉಪಕರಣವನ್ನು X ಮತ್ತು Y ವಿಮಾನಗಳಲ್ಲಿ ಮಾತ್ರ ಕತ್ತರಿಸಲಾಗುತ್ತದೆ. Z- ಅಕ್ಷದ ದಿಕ್ಕಿನಲ್ಲಿ ಚಲನೆಯನ್ನು ವರ್ಕ್ಪೀಸ್ನ ಬಾಹ್ಯರೇಖೆಯ ಹೊರಗೆ ಜೋಡಿಸಲಾಗಿದೆ, ಇದು ಹೆಚ್ಚಿನ ವೇಗದ ಕತ್ತರಿಸುವಿಕೆಯ ಅಡಿಯಲ್ಲಿಯೂ ಉಪಕರಣದ ಹಾನಿಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ.
ಮಿಲ್ಲಿಂಗ್ಗಾಗಿ ಓರೆಯಾದ ಸಮಾನಾಂತರ ಸಾಧನ ಮಾರ್ಗ
ಕತ್ತರಿಸುವ ನಿಯತಾಂಕಗಳ ಆಯ್ಕೆ
ಒರಟು ಯಂತ್ರದಲ್ಲಿ, ನೀವು ಸಾಮಾನ್ಯವಾಗಿ ದೊಡ್ಡ ಫೀಡ್ ದರ ಮತ್ತು ಸೂಕ್ತವಾಗಿ ದೊಡ್ಡ ಕತ್ತರಿಸುವ ಆಳವನ್ನು ಆಯ್ಕೆ ಮಾಡಬಹುದು, ಮಧ್ಯಮ ಕತ್ತರಿಸುವ ವೇಗದೊಂದಿಗೆ ಸಂಯೋಜಿಸಲಾಗಿದೆ “ಹೆಚ್ಚಿನ ಶಕ್ತಿ” ಹೆಚ್ಚಿನ ದಕ್ಷತೆಯ ಕತ್ತರಿಸುವುದು, ಇದು ಹೆಚ್ಚಿನ ವಸ್ತು ತೆಗೆಯುವ ದರವನ್ನು ಸಾಧಿಸಬಹುದು, ತನ್ಮೂಲಕ ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯನ್ನು ಹೆಚ್ಚು ಸುಧಾರಿಸುತ್ತದೆ. ಮುಗಿಸಲು, ವೇಗವನ್ನು ಹೆಚ್ಚಿಸಲು ಮತ್ತು ಹಲ್ಲುಗಳ ಸಂಖ್ಯೆಯನ್ನು ಹೆಚ್ಚಿಸಲು ಮಾತ್ರ ಇದು ಕಾರ್ಯಸಾಧ್ಯವಾಗಿದೆ. ಪ್ರತಿ ಹಲ್ಲಿನ ಫೀಡ್ ಅನ್ನು ಹೆಚ್ಚಿಸುವುದರಿಂದ ಮೇಲ್ಮೈ ನಿಖರತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು, ಉಳಿದ ಒತ್ತಡ ಮತ್ತು ವಿರೂಪತೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, “ಬೆಳಕಿನ ಕತ್ತರಿಸುವುದು ಮತ್ತು ವೇಗವಾಗಿ ಕತ್ತರಿಸುವುದು” ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯ ಸುಧಾರಣೆ ಮತ್ತು ಉತ್ಪನ್ನಗಳ ನಿಖರತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಹೆಚ್ಚಿನ ಕತ್ತರಿಸುವ ವೇಗ ಮತ್ತು ಹಲ್ಲಿಗೆ ಕಡಿಮೆ ಫೀಡ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ..
ಸೀಮಿತ ಅಂಶ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಕತ್ತರಿಸುವ ಪರೀಕ್ಷೆಗಳನ್ನು ಕತ್ತರಿಸುವ ಮೂಲಕ ಕತ್ತರಿಸುವ ನಿಯತಾಂಕಗಳನ್ನು ನಿರ್ಧರಿಸಬಹುದು. ಉದಾಹರಣೆಗೆ 24000r/min ಗರಿಷ್ಠ ಸ್ಪಿಂಡಲ್ ವೇಗದೊಂದಿಗೆ ಗ್ಯಾಂಟ್ರಿ CNC ಯಂತ್ರ ಕೇಂದ್ರವನ್ನು ತೆಗೆದುಕೊಳ್ಳಿ. ಮೂರನೇ ವೇವ್ ಅಡ್ವಾಂಟ್ ಎಡ್ಜ್ ಸಾಫ್ಟ್ವೇರ್ ವಿಶ್ಲೇಷಣೆಯ ಮೂಲಕ, ತೆಳುವಾದ ಗೋಡೆಯ ಫಲಕಗಳ ಒರಟು ಯಂತ್ರ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ನೀವು φ25mm ಅಥವಾ φ32mm ಸೂಚ್ಯಂಕ ಮಿಲ್ಲಿಂಗ್ ಕಟ್ಟರ್ಗಳನ್ನು ಆರಿಸಿದರೆ. ಕತ್ತರಿಸುವ ನಿಯತಾಂಕಗಳ ಆಪ್ಟಿಮೈಸೇಶನ್ಗಾಗಿ, ಸ್ಪಿಂಡಲ್ ವೇಗವನ್ನು ಸೂಕ್ತವಾಗಿ ಹೆಚ್ಚಿಸಬೇಕು, ಮತ್ತು ಆಯ್ಕೆಯ ವ್ಯಾಪ್ತಿಯು 12000⽞15000r/min ಆಗಿದೆ; ಪ್ರತಿ ಹಲ್ಲಿನ ಫೀಡ್ ಮತ್ತು ಕತ್ತರಿಸುವ ಆಳವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿರಬಾರದು, ಮತ್ತು ಆಯ್ಕೆ ಮಾಡಬಹುದಾದ ಶ್ರೇಣಿಗಳು ಕ್ರಮವಾಗಿ 0.15mm/z ಮತ್ತು 2~3mm.
ಮಿಲ್ಲಿಂಗ್ ಟೆಸ್ಟ್ ಸಿಮ್ಯುಲೇಶನ್ ಡೇಟಾದ ಭಾಗ
ಸೀಮಿತ ಅಂಶ ವಿಶ್ಲೇಷಣೆಯಿಂದ ಪಡೆದ ನಿಯತಾಂಕಗಳ ಐಚ್ಛಿಕ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಕತ್ತರಿಸುವ ಪರೀಕ್ಷೆಯನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಬಹುದು, ಮತ್ತು ಕತ್ತರಿಸುವ ದಕ್ಷತೆ, ಮೇಲ್ಮೈ ಬಿರುಸು, ಮತ್ತು ಯಂತ್ರದ ಮೇಲ್ಮೈ ಸ್ಥಳಾಕೃತಿಯನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾನದಂಡವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅತ್ಯುತ್ತಮ ಕತ್ತರಿಸುವ ನಿಯತಾಂಕಗಳನ್ನು ಅಂತಿಮವಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ.
ಅಲ್ಯೂಮಿನಿಯಂ ಮಿಶ್ರಲೋಹ ತೆಳುವಾದ ಗೋಡೆಯ ಭಾಗಗಳ ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ಯಂತ್ರ ತಂತ್ರದ ಅಡಿಯಲ್ಲಿ, ಮೇಲೆ ತಿಳಿಸಿದ ಮಿಲ್ಲಿಂಗ್ ಉಪಕರಣಗಳ ಸರಿಯಾದ ಆಯ್ಕೆ, ಕತ್ತರಿಸುವ ಉಪಕರಣಗಳು, ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ನಿಯತಾಂಕಗಳು ಸಹ ಅಗತ್ಯವಿದೆ.