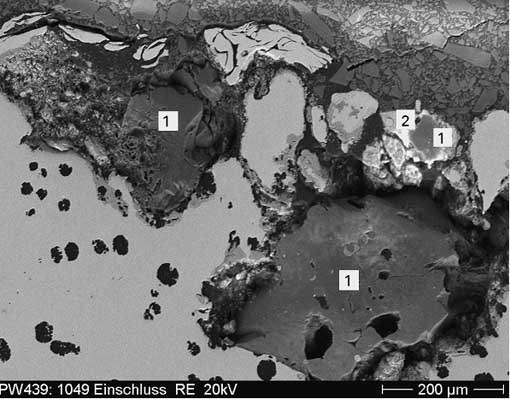
ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ಗಳ ದೋಷದ ಗುಣಲಕ್ಷಣಗಳು: ಆಕ್ಸಿಡೀಕೃತ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಹೆಚ್ಚಾಗಿ ಎರಕದ ಮೇಲಿನ ಮೇಲ್ಮೈಯಲ್ಲಿ ವಿತರಿಸಲಾಗುತ್ತದೆ, ಎರಕದ ಅಚ್ಚಿನ ಮೂಲೆಗಳಲ್ಲಿ ಗಾಳಿಯು ಹಾದುಹೋಗುವುದಿಲ್ಲ. ಮುರಿತಗಳು ಹೆಚ್ಚಾಗಿ ಬಿಳಿ ಅಥವಾ ಹಳದಿ ಬಣ್ಣದಲ್ಲಿರುತ್ತವೆ, ಮತ್ತು ಎಕ್ಸ್-ರೇ ಅಥವಾ ಯಾಂತ್ರಿಕ ಸಂಸ್ಕರಣೆಯಿಂದ ಕಂಡುಹಿಡಿಯಲಾಗುತ್ತದೆ. ಕ್ಷಾರೀಯ ತೊಳೆಯುವಿಕೆಯಲ್ಲಿಯೂ ಇದನ್ನು ಕಾಣಬಹುದು, ಉಪ್ಪಿನಕಾಯಿ ಅಥವಾ ಆನೋಡೈಸಿಂಗ್
ಕಾರಣ:
1. ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ-ಕಾಸ್ಟಿಂಗ್ನ ಚಾರ್ಜ್ ಸ್ವಚ್ಛವಾಗಿಲ್ಲ, ಮತ್ತು ಬಳಸಿದ ಶುಲ್ಕದ ಪ್ರಮಾಣವು ತುಂಬಾ ಹೆಚ್ಚು
2. ಕಳಪೆ ಗೇಟಿಂಗ್ ಸಿಸ್ಟಮ್ ವಿನ್ಯಾಸ
3. ಮಿಶ್ರಲೋಹದ ದ್ರವದಲ್ಲಿನ ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲಾಗಿಲ್ಲ
4. ಅಸಮರ್ಪಕ ಸುರಿಯುವ ಕಾರ್ಯಾಚರಣೆಯು ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ತರುತ್ತದೆ
ಶುದ್ಧೀಕರಣದ ನಂತರ ನಿಂತಿರುವ ಸಮಯ ಸಾಕಷ್ಟು ಮಾರ್ಪಾಡು
ತಡೆಗಟ್ಟುವ ವಿಧಾನ:
1. ಚಾರ್ಜ್ ಮರಳು ಹಾರಿಹೋಗಬೇಕು, ಮತ್ತು ಬಳಸಿದ ಶುಲ್ಕದ ಪ್ರಮಾಣವನ್ನು ಸೂಕ್ತವಾಗಿ ಕಡಿಮೆ ಮಾಡಬೇಕು
2. ಅದರ ಸ್ಲ್ಯಾಗ್ ಉಳಿಸಿಕೊಳ್ಳುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೆಚ್ಚಿಸಲು ಗೇಟಿಂಗ್ ಸಿಸ್ಟಮ್ನ ವಿನ್ಯಾಸವನ್ನು ಸುಧಾರಿಸಿ
3. ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ತೆಗೆದುಹಾಕಲು ಸರಿಯಾದ ಫ್ಲಕ್ಸ್ ಅನ್ನು ಬಳಸಿ
4. ಸುರಿಯುವುದು ಸ್ಥಿರವಾಗಿರಬೇಕು ಮತ್ತು ಸ್ಲ್ಯಾಗ್ ಧಾರಣಕ್ಕೆ ಗಮನ ಕೊಡಬೇಕು
5. ಮಿಶ್ರಲೋಹದ ದ್ರವವನ್ನು ಸುರಿಯುವ ಮೊದಲು ಸಂಸ್ಕರಿಸಿದ ನಂತರ ನಿರ್ದಿಷ್ಟ ಅವಧಿಯವರೆಗೆ ನಿಲ್ಲಬೇಕು
ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ಗಳಲ್ಲಿ ರಂಧ್ರಗಳು ಮತ್ತು ಗುಳ್ಳೆಗಳು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ
ದೋಷದ ಗುಣಲಕ್ಷಣಗಳು: ಅಲ್ಯೂಮಿನಿಯಂ ಎರಕದ ಗೋಡೆಯ ರಂಧ್ರಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಸುತ್ತಿನಲ್ಲಿ ಅಥವಾ ಅಂಡಾಕಾರದಲ್ಲಿರುತ್ತವೆ, ನಯವಾದ ಮೇಲ್ಮೈಯೊಂದಿಗೆ, ಸಾಮಾನ್ಯವಾಗಿ ಹೊಳೆಯುವ ಆಕ್ಸೈಡ್ ಚರ್ಮ, ಕೆಲವೊಮ್ಮೆ ಎಣ್ಣೆಯುಕ್ತ ಹಳದಿ. ಮರಳು ಬ್ಲಾಸ್ಟಿಂಗ್ ಮೂಲಕ ಮೇಲ್ಮೈ ರಂಧ್ರಗಳು ಮತ್ತು ಗುಳ್ಳೆಗಳನ್ನು ಕಂಡುಹಿಡಿಯಬಹುದು, ಮತ್ತು ಆಂತರಿಕ ರಂಧ್ರಗಳು ಮತ್ತು ಗುಳ್ಳೆಗಳನ್ನು ಎಕ್ಸ್-ರೇ ಫ್ಲೋರೋಸ್ಕೋಪಿ ಅಥವಾ ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯಿಂದ ಕಂಡುಹಿಡಿಯಬಹುದು. ಎಕ್ಸ್-ರೇ ಫಿಲ್ಮ್ನಲ್ಲಿ ಗುಳ್ಳೆಗಳು ಕಪ್ಪು ಬಣ್ಣದಲ್ಲಿ ಕಾಣುತ್ತವೆ.
ಕಾರಣ:
1. ಎರಕದ ಮಿಶ್ರಲೋಹವು ಸ್ಥಿರವಾಗಿಲ್ಲ, ಮತ್ತು ಅನಿಲ ಒಳಗೊಂಡಿರುತ್ತದೆ
2. ದಿ (ಮೂಲ) ಮರಳನ್ನು ಸಾವಯವ ಕಲ್ಮಶಗಳೊಂದಿಗೆ ಬೆರೆಸಲಾಗುತ್ತದೆ (ಉದಾಹರಣೆಗೆ ಕಲ್ಲಿದ್ದಲು ಕತ್ತರಿಸುವುದು, ತಳಮಟ್ಟದ ಕುದುರೆ ಗೊಬ್ಬರ, ಇತ್ಯಾದಿ)
3. ಅಚ್ಚು ಮತ್ತು ಮರಳಿನ ಕೋರ್ನ ಕಳಪೆ ವಾತಾಯನ
4. ತಣ್ಣನೆಯ ಕಬ್ಬಿಣದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಕುಗ್ಗುವಿಕೆ ರಂಧ್ರಗಳಿವೆ
5. ಕಳಪೆ ಗೇಟಿಂಗ್ ಸಿಸ್ಟಮ್ ವಿನ್ಯಾಸ
ತಡೆಗಟ್ಟುವ ವಿಧಾನ:
1. ಅನಿಲದಲ್ಲಿ ತೊಡಗುವುದನ್ನು ತಪ್ಪಿಸಲು ಸುರಿಯುವ ವೇಗವನ್ನು ಸರಿಯಾಗಿ ನಿಯಂತ್ರಿಸಿ.
2. ಯಾವುದೇ ಸಾವಯವ ಕಲ್ಮಶಗಳನ್ನು ಮೋಲ್ಡಿಂಗ್ನಲ್ಲಿ ಮಿಶ್ರಣ ಮಾಡಬಾರದು (ಮೂಲ) ಮೋಲ್ಡಿಂಗ್ ವಸ್ತುವಿನ ಅನಿಲ ವಿಕಾಸವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮರಳು
3. ನಿಷ್ಕಾಸ ಸಾಮರ್ಥ್ಯವನ್ನು ಸುಧಾರಿಸಿ (ಮೂಲ) ಮರಳು
4. ತಣ್ಣನೆಯ ಕಬ್ಬಿಣದ ಸರಿಯಾದ ಆಯ್ಕೆ ಮತ್ತು ಚಿಕಿತ್ಸೆ
5. ಗೇಟಿಂಗ್ ಸಿಸ್ಟಮ್ ವಿನ್ಯಾಸವನ್ನು ಸುಧಾರಿಸಿ
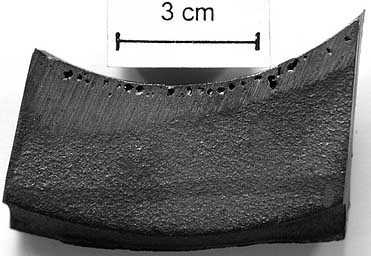
ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಕ್ಯಾಸ್ಟಿಂಗ್ಗಳ ಕುಗ್ಗುವಿಕೆ ಮತ್ತು ಸಡಿಲತೆ
ಕಾರಣ:
1. ಕುಹರದ ರೈಸರ್ನ ಕಳಪೆ ಆಹಾರ ಪರಿಣಾಮ
2. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಚಾರ್ಜ್ ಹೆಚ್ಚು ಅನಿಲವನ್ನು ಹೊಂದಿರುತ್ತದೆ
3. ಕುಳಿಯಲ್ಲಿ ರನ್ನರ್ ಬಳಿ ಮಿತಿಮೀರಿದ
4. ಮರಳಿನ ಕುಳಿಯಲ್ಲಿ ಹೆಚ್ಚು ತೇವಾಂಶವಿದೆ ಮತ್ತು ಮರಳಿನ ಕೋರ್ ಒಣಗಿಲ್ಲ
5. ಒರಟಾದ ಮಿಶ್ರಲೋಹ ಧಾನ್ಯಗಳು
6. ಅಚ್ಚಿನಲ್ಲಿ ಎರಕದ ಅಸಮರ್ಪಕ ಸ್ಥಾನ
7. ಸುರಿಯುವ ತಾಪಮಾನ ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ, ಸುರಿಯುವ ವೇಗವು ತುಂಬಾ ವೇಗವಾಗಿದೆ
ತಡೆಗಟ್ಟುವ ವಿಧಾನ:
1. ಕುಳಿಯು ರೈಸರ್ನಿಂದ ಕರಗಿದ ಲೋಹದಿಂದ ತುಂಬಿರುತ್ತದೆ ಮತ್ತು ರೈಸರ್ ವಿನ್ಯಾಸವನ್ನು ಸುಧಾರಿಸಲಾಗಿದೆ
2. ಡೈ-ಕಾಸ್ಟಿಂಗ್ ಚಾರ್ಜ್ ಸ್ವಚ್ಛವಾಗಿರಬೇಕು ಮತ್ತು ನಾಶವಾಗದಂತಿರಬೇಕು
3. ಎರಕದ ಕುಗ್ಗುವಿಕೆ ಸರಂಧ್ರತೆಯಲ್ಲಿ ರೈಸರ್ ಅನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ, ಮತ್ತು ಕೋಲ್ಡ್ ಕಬ್ಬಿಣ ಅಥವಾ ಕೋಲ್ಡ್ ಕಬ್ಬಿಣವನ್ನು ರೈಸರ್ನೊಂದಿಗೆ ಸಂಯೋಜನೆಯಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ
4. ಮೋಲ್ಡಿಂಗ್ ಮರಳಿನ ತೇವಾಂಶವನ್ನು ನಿಯಂತ್ರಿಸಿ ಮತ್ತು ಮರಳಿನ ಕೋರ್ ಅನ್ನು ಒಣಗಿಸಿ
5. ವಸ್ತು ಧಾನ್ಯಗಳನ್ನು ಸಂಸ್ಕರಿಸಲು ಕ್ರಮಗಳನ್ನು ತೆಗೆದುಕೊಳ್ಳಿ
6. ಸುರಿಯುವ ತಾಪಮಾನ ಮತ್ತು ಸುರಿಯುವ ವೇಗವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಅಚ್ಚಿನಲ್ಲಿ ಎರಕದ ಸ್ಥಾನವನ್ನು ಸುಧಾರಿಸಿ
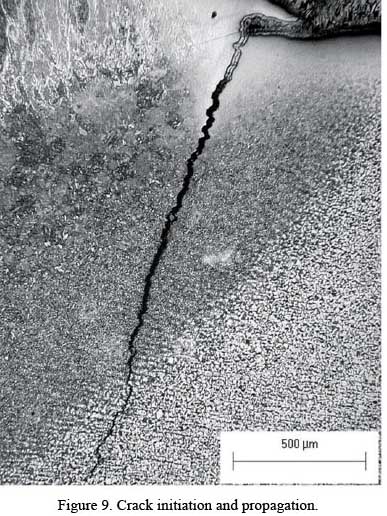
ನಾಲ್ಕು, ಡೈ ಕಾಸ್ಟಿಂಗ್ನಲ್ಲಿ ಬಿರುಕುಗಳಿವೆ
ಅಲ್ಯೂಮಿನಿಯಂ ಡೈ ಎರಕದ ದೋಷದ ಗುಣಲಕ್ಷಣಗಳು
ಬಿತ್ತರಿಸುವ ಬಿರುಕು
ಧಾನ್ಯದ ಗಡಿಗಳಲ್ಲಿ ಬಿರುಕುಗಳು ಬೆಳೆಯುತ್ತವೆ, ಆಗಾಗ್ಗೆ ಪ್ರತ್ಯೇಕತೆಯೊಂದಿಗೆ ಇರುತ್ತದೆ. ಇದು ಹೆಚ್ಚಿನ ತಾಪಮಾನದಲ್ಲಿ ರೂಪುಗೊಂಡ ಒಂದು ರೀತಿಯ ಬಿರುಕುಗಳು, ಇದು ದೊಡ್ಡ ಪರಿಮಾಣದ ಕುಗ್ಗುವಿಕೆ ಮತ್ತು ಹೆಚ್ಚು ಸಂಕೀರ್ಣ ಆಕಾರಗಳೊಂದಿಗೆ ಮಿಶ್ರಲೋಹಗಳಲ್ಲಿ ಸುಲಭವಾಗಿ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ..
2. ಶಾಖ ಚಿಕಿತ್ಸೆ ಬಿರುಕುಗಳು
ಶಾಖ ಚಿಕಿತ್ಸೆ ಮಿತಿಮೀರಿದ ಅಥವಾ ಮಿತಿಮೀರಿದ ಕಾರಣ, ಇದು ಸಾಮಾನ್ಯವಾಗಿ ಟ್ರಾನ್ಸ್ಕ್ರಿಸ್ಟಲಿನ್ ಬಿರುಕುಗಳನ್ನು ಒದಗಿಸುತ್ತದೆ. ದೊಡ್ಡ ಒತ್ತಡ ಮತ್ತು ಉಷ್ಣ ವಿಸ್ತರಣಾ ಗುಣಾಂಕವನ್ನು ಹೊಂದಿರುವ ಮಿಶ್ರಲೋಹಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಅತಿಯಾಗಿ ತಂಪಾಗಿಸಲಾಗುತ್ತದೆ. ಅಥವಾ ಇತರ ಲೋಹಶಾಸ್ತ್ರದ ದೋಷಗಳು ಇದ್ದಾಗ
ಕಾರಣ
1. ಎರಕದ ರಚನೆಯ ವಿನ್ಯಾಸವು ಅಸಮಂಜಸವಾಗಿದೆ, ಚೂಪಾದ ಮೂಲೆಗಳಿವೆ, ಮತ್ತು ಗೋಡೆಯ ದಪ್ಪವು ತುಂಬಾ ಬದಲಾಗುತ್ತದೆ
2. ಮರಳು ಅಚ್ಚು (ಮೂಲ) ಕಳಪೆ ರಿಯಾಯಿತಿ
3. ಅಚ್ಚಿನ ಸ್ಥಳೀಯ ಮಿತಿಮೀರಿದ
4. ಸುರಿಯುವ ತಾಪಮಾನ ತುಂಬಾ ಹೆಚ್ಚಾಗಿದೆ
5. ಅಚ್ಚಿನಿಂದ ಎರಕಹೊಯ್ದವನ್ನು ಹೊರತೆಗೆಯಲು ಇದು ತುಂಬಾ ಮುಂಚೆಯೇ
6. ಶಾಖ ಚಿಕಿತ್ಸೆಯು ಹೆಚ್ಚು ಬಿಸಿಯಾಗುತ್ತದೆ ಅಥವಾ ಸುಟ್ಟುಹೋಗುತ್ತದೆ, ಮತ್ತು ಕೂಲಿಂಗ್ ದರವು ವಿಪರೀತವಾಗಿದೆ
ತಡೆಗಟ್ಟುವ ವಿಧಾನ
1. ಚೂಪಾದ ಮೂಲೆಗಳನ್ನು ತಪ್ಪಿಸಲು ಎರಕದ ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸವನ್ನು ಸುಧಾರಿಸಿ, ಏಕರೂಪದ ಗೋಡೆಯ ದಪ್ಪ ಮತ್ತು ಮೃದುವಾದ ಪರಿವರ್ತನೆಗಾಗಿ ಶ್ರಮಿಸಿ
2. ಮರಳು ಅಚ್ಚಿನ ರಿಯಾಯಿತಿಯನ್ನು ಹೆಚ್ಚಿಸಲು ಕ್ರಮಗಳನ್ನು ಕೈಗೊಳ್ಳಿ (ಮೂಲ)
3. ಎರಕದ ಎಲ್ಲಾ ಭಾಗಗಳನ್ನು ಒಂದೇ ಸಮಯದಲ್ಲಿ ಅಥವಾ ಅನುಕ್ರಮವಾಗಿ ಘನೀಕರಿಸಲಾಗಿದೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ, ಮತ್ತು ಗೇಟಿಂಗ್ ವ್ಯವಸ್ಥೆಯ ವಿನ್ಯಾಸವನ್ನು ಸುಧಾರಿಸಿ
4. ಸುರಿಯುವ ತಾಪಮಾನವನ್ನು ಸೂಕ್ತವಾಗಿ ಕಡಿಮೆ ಮಾಡಿ
5. ಅಚ್ಚು ತಂಪಾಗುವ ಸಮಯವನ್ನು ನಿಯಂತ್ರಿಸಿ.
6. ಎರಕಹೊಯ್ದ ವಿರೂಪಗೊಂಡಾಗ ಉಷ್ಣ ತಿದ್ದುಪಡಿ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
7. ಶಾಖ ಚಿಕಿತ್ಸೆಯ ತಾಪಮಾನವನ್ನು ಸರಿಯಾಗಿ ನಿಯಂತ್ರಿಸಿ ಮತ್ತು ಕ್ವೆನ್ಚಿಂಗ್ ಕೂಲಿಂಗ್ ದರವನ್ನು ಕಡಿಮೆ ಮಾಡಿ
ಸಮಸ್ಯೆಯೆಂದರೆ ಅಲ್ಯೂಮಿನಿಯಂ ಎರಕಹೊಯ್ದವು ಸಡಿಲವಾದ ರಚನೆಯನ್ನು ಹೊಂದಿದೆ, ಹೆಚ್ಚಿನ ಸರಂಧ್ರತೆ, ಮತ್ತು ವಿವಿಧ ಲೋಹೀಯ ಮತ್ತು ಲೋಹವಲ್ಲದ ಕಲ್ಮಶಗಳನ್ನು ಹೊಂದಿರುತ್ತದೆ. ಬಣ್ಣ ಹಾಕಿದ ನಂತರ, ಅನೋಡಿಕ್ ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ ಬಿಳಿ ಚುಕ್ಕೆಗಳಿಗೆ ಗುರಿಯಾಗುತ್ತದೆ, ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಎರಕಹೊಯ್ದ ಮೇಲೆ ಆನೋಡಿಕ್ ಆಕ್ಸೈಡ್ ಫಿಲ್ಮ್ನ ಗುಣಮಟ್ಟವನ್ನು ಖಾತರಿಪಡಿಸುವುದು ಕಷ್ಟ. ಈ ನಿಟ್ಟಿನಲ್ಲಿ, ಈ ಸಮಸ್ಯೆಯನ್ನು ತಪ್ಪಿಸಲು ಈ ಕೆಳಗಿನ ವಿಧಾನಗಳನ್ನು ಬಳಸಬಹುದು ಎಂದು ಸಂಬಂಧಿತ ತಜ್ಞರು ಹೇಳಿದ್ದಾರೆ:
ಮೊದಲ, ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಮತ್ತು ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ಸಾಂದ್ರತೆಯ ಪ್ರಭಾವದ ವಿಧಾನವನ್ನು ಬಳಸಿ. ಆನೋಡೈಸಿಂಗ್ ಆರಂಭಿಕ ಹಂತದಲ್ಲಿ, ಹೆಚ್ಚಿನ ವೋಲ್ಟೇಜ್ ಮತ್ತು ಹೆಚ್ಚಿನ ವಿದ್ಯುತ್ ಆಘಾತಗಳನ್ನು ದೊಡ್ಡ ಮತ್ತು ಸಣ್ಣ "ಬ್ಲಾಕ್ಗಳನ್ನು" ಸಂಪರ್ಕಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ..
ಎರಡನೇ, ಎರಕಹೊಯ್ದ ಮೇಲ್ಮೈ ಗ್ರೈಂಡಿಂಗ್ ವಿಧಾನ. ಗ್ರೈಂಡಿಂಗ್ ಎರಕದ ರಂಧ್ರಗಳನ್ನು ನೆಲದ ಅಲ್ಯೂಮಿನಿಯಂ ಪುಡಿಯೊಂದಿಗೆ ತುಂಬಿಸುತ್ತದೆ ಮತ್ತು ಕಲ್ಮಶಗಳಿಂದ ಬೇರ್ಪಡಿಸಿದ ಬ್ಲಾಕ್ಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಸೇತುವೆಯಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ..
ಮೂರನೆಯದು, ಎರಕದ ಮೇಲ್ಮೈಯ ಶಾಟ್ ಪೀನಿಂಗ್. ಪ್ರಯೋಗದ ಬ್ಲಾಸ್ಟಿಂಗ್ ವಿಧಾನದ ಮೊದಲು ನಾನು ಸುತ್ತಿಗೆಯನ್ನು ಸುತ್ತುತ್ತೇನೆ, ತಡೆಗೋಡೆ ಅಂತರವನ್ನು ಮಾಡುವುದು ಉದ್ದೇಶವಾಗಿದೆ “ಬ್ಲಾಕ್” ಟ್ಯಾಪ್ ಮಾಡುವ ಮೂಲಕ ಮುಚ್ಚಲಾಗಿದೆ, ಹಾಳೆಗೆ ಸಂಪರ್ಕಿಸಲು, ಪರಿಣಾಮವು ಗಮನಾರ್ಹ ಫಲಿತಾಂಶವಾಗಿದೆ. ಈ ವಿಧಾನಗಳನ್ನು ಬಳಸುವುದರಿಂದ ಅಲ್ಯೂಮಿನಿಯಂ ಎರಕಹೊಯ್ದ ಆನೋಡೈಸ್ಡ್ ಫಿಲ್ಮ್ ಅನ್ನು ಬಣ್ಣ ಮಾಡಿದ ನಂತರ ಬಿಳಿ ಚುಕ್ಕೆಗಳ ನೋಟವನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ತಪ್ಪಿಸಬಹುದು., ತನ್ಮೂಲಕ ಅದರ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ.
ಎರಕದ ಪ್ರಯೋಜನಗಳು
1. ಇದು ಸಂಕೀರ್ಣ ಆಕಾರಗಳೊಂದಿಗೆ ಭಾಗಗಳನ್ನು ಉತ್ಪಾದಿಸಬಹುದು, ವಿಶೇಷವಾಗಿ ಸಂಕೀರ್ಣ ಕುಳಿಗಳೊಂದಿಗೆ ಖಾಲಿ ಜಾಗಗಳು (ಉದಾಹರಣೆಗೆ ತಾಪನ)
2. ವ್ಯಾಪಕ ಹೊಂದಾಣಿಕೆ, ಉದ್ಯಮದಲ್ಲಿ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ಲೋಹದ ವಸ್ತುಗಳನ್ನು ಬಿತ್ತರಿಸಬಹುದು. ಕೆಲವು ಗ್ರಾಂ ~ ನೂರಾರು ಟನ್ಗಳು.
3. ಕಚ್ಚಾ ವಸ್ತುಗಳ ವ್ಯಾಪಕ ಮೂಲಗಳು. ಬೆಲೆ ಕಡಿಮೆ ಇದೆ. ಸ್ಕ್ರ್ಯಾಪ್, ಸ್ಕ್ರ್ಯಾಪ್, ಚಿಪ್ಸ್
4. ಎರಕದ ಆಕಾರ ಮತ್ತು ಗಾತ್ರವು ಭಾಗಕ್ಕೆ ತುಂಬಾ ಹತ್ತಿರದಲ್ಲಿದೆ, ಕತ್ತರಿಸುವ ಪ್ರಮಾಣವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು, ಇದು ಕಡಿಮೆ ಮತ್ತು ಕತ್ತರಿಸದೆ.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe