 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC machining thin-walled cavity technology
CNC ಯಂತ್ರದ ಸಮಯದಲ್ಲಿ ಅಲ್ಯೂಮಿನಿಯಂ ಭಾಗಗಳು ಮತ್ತು ಅಲ್ಯೂಮಿನಿಯಂ ಕುಹರದ ಭಾಗಗಳನ್ನು ವಿರೂಪಗೊಳಿಸಲಾಗುತ್ತದೆ. ಹಿಂದಿನ ವಿಭಾಗದಲ್ಲಿನ ಕಾರಣಗಳ ಜೊತೆಗೆ, ನಿಜವಾದ ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿ, ಕಾರ್ಯಾಚರಣೆಯ ವಿಧಾನವು ಸಹ ಬಹಳ ಮುಖ್ಯವಾಗಿದೆ.
1. For the cavity parts with large CNC machining allowance, ಯಂತ್ರ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಉತ್ತಮ ಶಾಖದ ಪ್ರಸರಣ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಹೊಂದಲು ಮತ್ತು ಶಾಖದ ಸಾಂದ್ರತೆಯನ್ನು ತಪ್ಪಿಸಲು, ಯಂತ್ರದ ಸಮಯದಲ್ಲಿ ಸಮ್ಮಿತೀಯ ಯಂತ್ರವನ್ನು ಬಳಸಬೇಕು. If there is a 900mm thick sheet that needs to be processed to 800mm, if one side is milled and the other side is milled immediately, and the final size is processed at a time, the flatness will reach 50mm; ಪುನರಾವರ್ತಿತ ಫೀಡ್ ಸಮ್ಮಿತೀಯ ಸಂಸ್ಕರಣೆಯನ್ನು ಬಳಸುತ್ತಿದ್ದರೆ, ಪ್ರತಿ ಬದಿಯನ್ನು ಅಂತಿಮ ಗಾತ್ರಕ್ಕೆ ಎರಡು ಬಾರಿ ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಚಪ್ಪಟೆತನವು 0.3 ಮಿಮೀ ತಲುಪಲು ಖಾತರಿಪಡಿಸಬಹುದು.
2. If there are multiple cavities on the aluminum sheet parts, it is not advisable to use a cavity-by-cavity sequential processing method during processing, as this is likely to cause uneven stress and deformation of the parts. ಬಹು-ಪದರದ ಸಂಸ್ಕರಣೆಯನ್ನು ಅಳವಡಿಸಲಾಗಿದೆ, and each layer is processed to all cavities at the same time as much as possible, and then the next layer is processed to make the parts evenly stressed and reduce deformation.
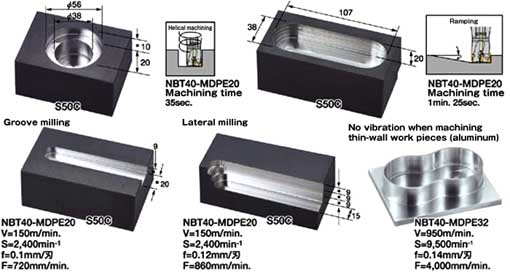
ತೆಳುವಾದ ಗೋಡೆಯ ಅಲ್ಯೂಮಿನಿಯಂ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಮಿಲ್ಲಿಂಗ್ ಮಾಡುವುದು
3. Reduce cutting force and cutting heat by changing the cutting amount. Among the three elements of cutting volume, cutting thickness has a great influence on cutting force. ಯಂತ್ರದ ಭತ್ಯೆ ತುಂಬಾ ದೊಡ್ಡದಾಗಿದ್ದರೆ, ಒಂದು ಪಾಸ್ನ ಕತ್ತರಿಸುವ ಬಲವು ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ, ಇದು ಭಾಗಗಳನ್ನು ಮಾತ್ರ ವಿರೂಪಗೊಳಿಸುವುದಿಲ್ಲ, ಆದರೆ ಯಂತ್ರ ಉಪಕರಣದ ಸ್ಪಿಂಡಲ್ನ ಬಿಗಿತದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ ಮತ್ತು ಉಪಕರಣದ ಬಾಳಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. If the cutting thickness is reduced, ಉತ್ಪಾದನಾ ದಕ್ಷತೆಯು ಬಹಳವಾಗಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಆದಾಗ್ಯೂ, CNC ಯಂತ್ರದಲ್ಲಿ ಹೆಚ್ಚಿನ ವೇಗದ ಮಿಲ್ಲಿಂಗ್ ಈ ಸಮಸ್ಯೆಯನ್ನು ನಿವಾರಿಸುತ್ತದೆ. While reducing the cutting thickness, as long as the feed is increased correspondingly and the speed of the machine tool is increased, ಸಂಸ್ಕರಣಾ ದಕ್ಷತೆಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವಾಗ ಕತ್ತರಿಸುವ ಬಲವನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು.
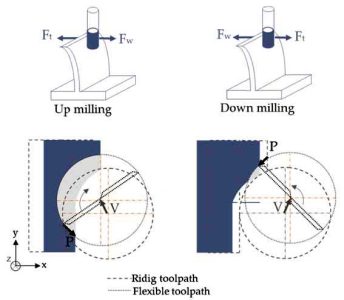
4. The order of the knife should also be paid attention to. ಒರಟು ಯಂತ್ರವು ಯಂತ್ರದ ದಕ್ಷತೆಯ ಸುಧಾರಣೆ ಮತ್ತು ಪ್ರತಿ ಯೂನಿಟ್ ಸಮಯಕ್ಕೆ ತೆಗೆಯುವ ದರದ ಅನ್ವೇಷಣೆಯನ್ನು ಒತ್ತಿಹೇಳುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ, upside milling can be used. ಅದು, ಖಾಲಿ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಹೆಚ್ಚುವರಿ ವಸ್ತುಗಳನ್ನು ವೇಗವಾಗಿ ಮತ್ತು ಕಡಿಮೆ ಸಮಯದಲ್ಲಿ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಮತ್ತು ಮುಗಿಸಲು ಅಗತ್ಯವಾದ ಜ್ಯಾಮಿತೀಯ ಬಾಹ್ಯರೇಖೆಯು ಮೂಲತಃ ರಚನೆಯಾಗುತ್ತದೆ. ಮುಕ್ತಾಯದ ಒತ್ತು ಹೆಚ್ಚಿನ ನಿಖರತೆ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟವಾಗಿದೆ, ಮತ್ತು ಡೌನ್ ಮಿಲ್ಲಿಂಗ್ ಅನ್ನು ಬಳಸಬೇಕು. ಏಕೆಂದರೆ ಡೌನ್ ಮಿಲ್ಲಿಂಗ್ ಸಮಯದಲ್ಲಿ ಕಟ್ಟರ್ ಹಲ್ಲುಗಳ ಕತ್ತರಿಸುವ ದಪ್ಪವು ಕ್ರಮೇಣ ಗರಿಷ್ಠದಿಂದ ಶೂನ್ಯಕ್ಕೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಕೆಲಸದ ಗಟ್ಟಿಯಾಗಿಸುವ ಮಟ್ಟವು ಬಹಳ ಕಡಿಮೆಯಾಗಿದೆ, ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ ಭಾಗಗಳ ವಿರೂಪತೆಯ ಮಟ್ಟವು ಕಡಿಮೆಯಾಗುತ್ತದೆ.
Cutting sequence of thin-walled aluminum cavity
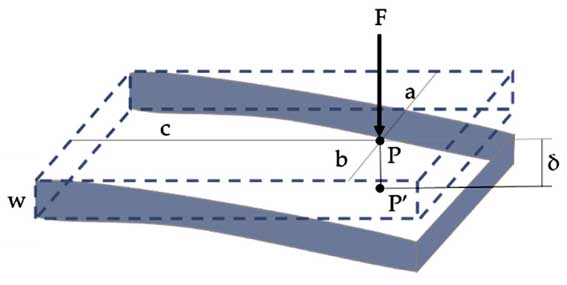
5. The thin-walled aluminum cavity workpiece is deformed due to clamping during machining, and it is unavoidable even during finishing. ವರ್ಕ್ಪೀಸ್ನ ವಿರೂಪವನ್ನು ಕಡಿಮೆ ಮಾಡಲು, the clamping and pressing parts can be loosened just before the finishing process reaches the final size, so that the workpiece can be restored to its original state freely. Then slightly clamp and compress, as long as the workpiece can be clamped (completely by hand), ಇದರಿಂದ ಆದರ್ಶ ಸಂಸ್ಕರಣಾ ಪರಿಣಾಮವನ್ನು ಪಡೆಯಬಹುದು. ಸಂಕ್ಷಿಪ್ತವಾಗಿ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಬಲದ ಕ್ರಿಯೆಯ ಬಿಂದುವು ಪೋಷಕ ಮೇಲ್ಮೈಯಲ್ಲಿ ಉತ್ತಮವಾಗಿರುತ್ತದೆ, and the clamping force of the fixture should act in the direction of good rigidity of the workpiece. ವರ್ಕ್ಪೀಸ್ ಸಡಿಲವಾಗಿಲ್ಲ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವ ಪ್ರಮೇಯದಲ್ಲಿ, ಕ್ಲ್ಯಾಂಪ್ ಮಾಡುವ ಶಕ್ತಿ ಚಿಕ್ಕದಾಗಿದೆ, ಉತ್ತಮವಾದದ್ದು.
6. ಕುಹರದೊಂದಿಗೆ ಅಲ್ಯೂಮಿನಿಯಂ ಭಾಗಗಳನ್ನು ಯಂತ್ರ ಮಾಡುವಾಗ, try not to insert the milling cutter directly into the part like a drill. ಪರಿಣಾಮವಾಗಿ, ಮಿಲ್ಲಿಂಗ್ ಕಟ್ಟರ್ನ ಚಿಪ್ ಹಿಡುವಳಿ ಸ್ಥಳವು ಸಾಕಾಗುವುದಿಲ್ಲ, and the chip removal is not smooth, resulting in unfavorable phenomena such as parts overheating, expansion, tool collapse and tool breakage. ಪ್ರಥಮ, drill the hole with a drill of the same size as the milling cutter or one size larger, and then mill with the milling cutter. ಪರ್ಯಾಯವಾಗಿ, CAM ಸಾಫ್ಟ್ವೇರ್ ಅನ್ನು ಸುರುಳಿಯಾಕಾರದ ಕತ್ತರಿಸುವ ಪ್ರೋಗ್ರಾಂ ಅನ್ನು ಉತ್ಪಾದಿಸಲು ಬಳಸಬಹುದು.
ಅಲ್ಯೂಮಿನಿಯಂ ಭಾಗಗಳ ಸಂಸ್ಕರಣೆಯ ನಿಖರತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಮುಖ್ಯ ಅಂಶವೆಂದರೆ ಅಂತಹ ಭಾಗಗಳ ಸಂಸ್ಕರಣೆಯ ಸಮಯದಲ್ಲಿ ವಿರೂಪತೆಯು ಸಂಭವಿಸುವ ಸಾಧ್ಯತೆಯಿದೆ., ನಿರ್ವಾಹಕರು ಕೆಲವು ಕಾರ್ಯಾನುಭವ ಮತ್ತು ಕೌಶಲಗಳನ್ನು ಹೊಂದಿರಬೇಕು.