 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
CNC ಬೋರಿಂಗ್ ಕೊರೆಯಲಾದ ರಂಧ್ರಗಳ ಮತ್ತಷ್ಟು ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ, ನೀರಸ ಸಾಧನದೊಂದಿಗೆ ಎರಕಹೊಯ್ದ ಅಥವಾ ನಕಲಿ. ಇದನ್ನು ಲ್ಯಾಥ್ನಲ್ಲಿ ನಡೆಸಬಹುದು, ನೀರಸ ಯಂತ್ರ ಅಥವಾ ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರ. CNC ಬೋರಿಂಗ್ ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ರಂಧ್ರ ಸಂಸ್ಕರಣಾ ವಿಧಾನಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ, ಇದು ಒರಟು ನೀರಸ ಎಂದು ವಿಂಗಡಿಸಬಹುದು, ಅರೆ ನಿಖರವಾದ ನೀರಸ ಮತ್ತು ಉತ್ತಮ ನೀರಸ. ರಫ್ ಬೋರಿಂಗ್ನ ಆಯಾಮದ ಸಹಿಷ್ಣುತೆಯ ಮಟ್ಟವು IT13~IT12 ಆಗಿದೆ, ಮತ್ತು ಮೇಲ್ಮೈ ಒರಟುತನದ ಮೌಲ್ಯವು Ra12.5~6.3μm ಆಗಿದೆ; ಅರೆ-ನಿಖರವಾದ ಬೋರಿಂಗ್ನ ಆಯಾಮದ ಸಹಿಷ್ಣುತೆಯ ದರ್ಜೆಯು IT10~IT9 ಆಗಿದೆ, ಮತ್ತು ಮೇಲ್ಮೈ ಒರಟುತನದ ಮೌಲ್ಯವು Ra6.3~3.2μm ಆಗಿದೆ; ಫೈನ್ ಬೋರಿಂಗ್ನ ಡೈಮೆನ್ಷನಲ್ ಟಾಲರೆನ್ಸ್ ಗ್ರೇಡ್ IT8~IT7 ಆಗಿದೆ, ಮತ್ತು ಮೇಲ್ಮೈ ಒರಟುತನದ ಮೌಲ್ಯವು Ra1.6~0.8μm ಆಗಿದೆ.
ಲೇಥ್ನ ನೀರಸ ತಂತ್ರಜ್ಞಾನ
1. ಲೇಥ್ನ ಟರ್ನಿಂಗ್ ರಂಧ್ರ
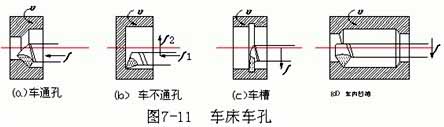
ಲೇಥ್ನ ತಿರುವು ರಂಧ್ರವನ್ನು ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ 7-11. ಬಲ-ಕೋನ ಹಂತಗಳೊಂದಿಗೆ ತೂರಲಾಗದ ರಂಧ್ರಗಳು ಅಥವಾ ರಂಧ್ರಗಳನ್ನು ತಿರುಗಿಸಲು (ಚಿತ್ರ 7-11b), ಟರ್ನಿಂಗ್ ಟೂಲ್ ಮೊದಲು ಉದ್ದದ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಬಹುದು. ರಂಧ್ರದ ಅಂತ್ಯಕ್ಕೆ ಕತ್ತರಿಸುವಾಗ, ಟರ್ನಿಂಗ್ ಟೂಲ್ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಫೀಡ್ ಚಲನೆಗೆ ಬದಲಾಗುತ್ತದೆ, ತದನಂತರ ಆಂತರಿಕ ಅಂತ್ಯದ ಮುಖವನ್ನು ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ. ಈ ಮಾರ್ಗದಲ್ಲಿ, ಒಳಗಿನ ಮೇಲ್ಮೈಯನ್ನು ರಂಧ್ರದ ಗೋಡೆಯೊಂದಿಗೆ ಚೆನ್ನಾಗಿ ಸಂಪರ್ಕಿಸಬಹುದು. ಒಳಗಿನ ರಂಧ್ರದ ತೋಡು ತಿರುಗಿಸಿ (ಚಿತ್ರ 7-11d), ತಿರುಗಿಸುವ ಉಪಕರಣವನ್ನು ರಂಧ್ರಕ್ಕೆ ವಿಸ್ತರಿಸಿ, ಮೊದಲು ಸಮತಲ ಫೀಡ್ ಮಾಡಿ, ಅಗತ್ಯವಿರುವ ಆಳಕ್ಕೆ ಕತ್ತರಿಸಿ, ತದನಂತರ ಉದ್ದದ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಿ.
ಚಾಕಿಯ ಮೇಲೆ ತಿರುಗಿಸುವ ರಂಧ್ರವು ವರ್ಕ್ಪೀಸ್ನ ತಿರುಗುವಿಕೆ ಮತ್ತು ಟರ್ನಿಂಗ್ ಟೂಲ್ನ ಚಲನೆಯಾಗಿದೆ. ದ್ಯುತಿರಂಧ್ರದ ಗಾತ್ರವನ್ನು ಕತ್ತರಿಸುವ ಆಳ ಮತ್ತು ಟರ್ನಿಂಗ್ ಟೂಲ್ನ ಪಾಸ್ಗಳ ಸಂಖ್ಯೆಯಿಂದ ನಿಯಂತ್ರಿಸಬಹುದು, ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯು ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿರುತ್ತದೆ.
ಲ್ಯಾಥ್ನ ಟರ್ನಿಂಗ್ ರಂಧ್ರಗಳನ್ನು ಹೆಚ್ಚಾಗಿ ಡಿಸ್ಕ್ ಸ್ಲೀವ್ ಮತ್ತು ಸಣ್ಣ ಬ್ರಾಕೆಟ್ ಭಾಗಗಳ ರಂಧ್ರಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಬೋರಿಂಗ್ ಯಂತ್ರದ ಬೋರಿಂಗ್ ತಂತ್ರಜ್ಞಾನ
2. ಬೋರಿಂಗ್ ಯಂತ್ರ ನೀರಸ ಸಂಸ್ಕರಣೆ
ನೀರಸ ಯಂತ್ರದಲ್ಲಿ ನೀರಸ ಪ್ರಕ್ರಿಯೆಗೆ ಮೂರು ಮುಖ್ಯ ವಿಧಾನಗಳಿವೆ:
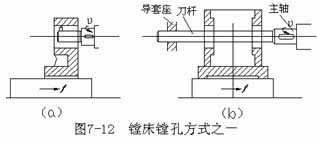
(1) ಬೋರಿಂಗ್ ಯಂತ್ರದ ಸ್ಪಿಂಡಲ್ ಟೂಲ್ ಬಾರ್ ಮತ್ತು ಬೋರಿಂಗ್ ಟೂಲ್ ಅನ್ನು ತಿರುಗಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ, ಮತ್ತು ವರ್ಕ್ಟೇಬಲ್ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ರೇಖಾಂಶದ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ, ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ 7-12. ಈ ರೀತಿಯಲ್ಲಿ ಕೊರೆಯುವ ಬೋರ್ ವ್ಯಾಸವು ಸಾಮಾನ್ಯವಾಗಿ ಸುಮಾರು 120mm ಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ. ಚಿತ್ರ 7-12a ಓವರ್ಹ್ಯಾಂಗ್ ಟೂಲ್ ಬಾರ್ ಅನ್ನು ತೋರಿಸುತ್ತದೆ, ಅತಿಯಾದ ಬಾಗುವಿಕೆ ಮತ್ತು ವಿರೂಪವನ್ನು ತಪ್ಪಿಸಲು ಇದನ್ನು ಹೆಚ್ಚು ಉದ್ದವಾಗಿ ವಿಸ್ತರಿಸಬಾರದು. ಸಣ್ಣ ಆಳದೊಂದಿಗೆ ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಲು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಚಿತ್ರ 7-12b ನಲ್ಲಿ ತೋರಿಸಿರುವ ಬೋರಿಂಗ್ ಬಾರ್ ಉದ್ದವಾಗಿದೆ ಮತ್ತು ಬಾಕ್ಸ್ನ ಎರಡು ಗೋಡೆಗಳ ನಡುವೆ ದೂರವಿರುವ ಏಕಾಕ್ಷ ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಲು ಬಳಸಲಾಗುತ್ತದೆ.. ನೀರಸ ಟೂಲ್ ಬಾರ್ನ ಬಿಗಿತವನ್ನು ಹೆಚ್ಚಿಸುವ ಸಲುವಾಗಿ, ಟೂಲ್ ಬಾರ್ನ ಇನ್ನೊಂದು ತುದಿಯು ಬೋರಿಂಗ್ ಯಂತ್ರದ ಹಿಂದಿನ ಕಾಲಮ್ನ ಗೈಡ್ ಸ್ಲೀವ್ ಸೀಟಿನಲ್ಲಿ ಬೆಂಬಲಿತವಾಗಿದೆ.
ನೀರಸ ಯಂತ್ರದ ಫ್ಲಾಟ್-ತಿರುಗುವ ಪ್ಲೇಟ್ನ ಸೆಟ್ಟಿಂಗ್
(2) ಬೋರಿಂಗ್ ಯಂತ್ರದ ಸ್ಪಿಂಡಲ್ ಟೂಲ್ ಬಾರ್ ಮತ್ತು ಬೋರಿಂಗ್ ಟೂಲ್ ಅನ್ನು ತಿರುಗಿಸಲು ಮತ್ತು ರೇಖಾಂಶದ ಫೀಡ್ ಚಲನೆಯನ್ನು ನಿರ್ವಹಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ., ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ 7-13. ಈ ಮಾರ್ಗದಲ್ಲಿ, ಮುಖ್ಯ ಶಾಫ್ಟ್ ಓವರ್ಹ್ಯಾಂಗ್ನ ಉದ್ದವು ಹೆಚ್ಚಾಗುತ್ತಲೇ ಇದೆ, ಮತ್ತು ಅದಕ್ಕೆ ತಕ್ಕಂತೆ ಬಿಗಿತ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಸಾಮಾನ್ಯವಾಗಿ ಕೊರೆಯುವ ಸಣ್ಣ ರಂಧ್ರಗಳಿಗೆ ಮಾತ್ರ ಬಳಸಲಾಗುತ್ತದೆ.
ಮೇಲಿನ ಎರಡು ನೀರಸ ವಿಧಾನಗಳಿಗಾಗಿ, ಕಟ್ಟರ್ ಹೆಡ್ನ ಉದ್ದವನ್ನು ಸರಿಹೊಂದಿಸುವ ಮೂಲಕ ದ್ಯುತಿರಂಧ್ರದ ಗಾತ್ರ ಮತ್ತು ಸಹಿಷ್ಣುತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಬೇಕು, ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ 7-14. ಹೊಂದಾಣಿಕೆ, ಪ್ರಯೋಗ ನೀರಸ ಮತ್ತು ಅಳತೆ ಅಗತ್ಯವಿದೆ, ಮತ್ತು ದ್ಯುತಿರಂಧ್ರವನ್ನು ಅರ್ಹತೆ ಪಡೆದ ನಂತರ ಮಾತ್ರ ಔಪಚಾರಿಕ ನೀರಸವನ್ನು ಕೈಗೊಳ್ಳಬಹುದು. ಅದರ ಕಾರ್ಯಾಚರಣೆಗೆ ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು ತುಲನಾತ್ಮಕವಾಗಿ ಹೆಚ್ಚು.
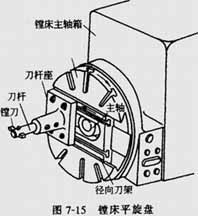
(3) ಬೋರಿಂಗ್ ಯಂತ್ರದ ಫ್ಲಾಟ್ ತಿರುಗುವ ಡಿಸ್ಕ್ ಬೋರಿಂಗ್ ಕಟ್ಟರ್ ಅನ್ನು ತಿರುಗಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ, ಮತ್ತು ವರ್ಕ್ಟೇಬಲ್ ರೇಖಾಂಶದ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಲು ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಚಾಲನೆ ಮಾಡುತ್ತದೆ.
ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ 7-15, ಬೋರಿಂಗ್ ಯಂತ್ರದ ಫ್ಲಾಟ್-ತಿರುಗುವ ಪ್ಲೇಟ್ ಹೆಡ್ಸ್ಟಾಕ್ನೊಂದಿಗೆ ಮೇಲಕ್ಕೆ ಮತ್ತು ಕೆಳಕ್ಕೆ ಚಲಿಸಬಹುದು, ಮತ್ತು ಸ್ವತಃ ತಿರುಗಬಹುದು. ಮಧ್ಯ ಭಾಗದಲ್ಲಿರುವ ರೇಡಿಯಲ್ ಟೂಲ್ ಪೋಸ್ಟ್ ರೇಡಿಯಲ್ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಬಹುದು, ಮತ್ತು ಅಗತ್ಯವಿರುವ ಯಾವುದೇ ಸ್ಥಾನದಲ್ಲಿರಬಹುದು.
ಚಿತ್ರ 7-16a ನಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ, ಬೋರಿಂಗ್ ಟೂಲ್ ಅನ್ನು ವಿಲಕ್ಷಣ ಸ್ಥಾನದಲ್ಲಿ ಬೋರಿಂಗ್ ದೊಡ್ಡ ರಂಧ್ರಗಳಿಗೆ ಮಾಡಲು ರೇಡಿಯಲ್ ಟೂಲ್ ಪೋಸ್ಟ್ ಅನ್ನು ಬಳಸಿ. ಈ ನೀರಸ ವಿಧಾನವನ್ನು ಹೆಚ್ಚಾಗಿ Φ200mm ಗಿಂತ ಹೆಚ್ಚಿನ ರಂಧ್ರಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ, ಆದರೆ ರಂಧ್ರಗಳು ತುಂಬಾ ಉದ್ದವಾಗಿರಬಾರದು. ಚಿತ್ರ 7-16b, ಒಳಗಿನ ತೋಡು ನೀರಸಕ್ಕಾಗಿ, ಫ್ಲಾಟ್ ತಿರುಗುವ ಡಿಸ್ಕ್ ಬೋರಿಂಗ್ ಟೂಲ್ ಅನ್ನು ತಿರುಗಿಸಲು ಚಾಲನೆ ಮಾಡುತ್ತದೆ, ಮತ್ತು ರೇಡಿಯಲ್ ಟೂಲ್ ಪೋಸ್ಟ್ ನಿರಂತರ ರೇಡಿಯಲ್ ಫೀಡ್ ಚಲನೆಯನ್ನು ಮಾಡಲು ನೀರಸ ಉಪಕರಣವನ್ನು ಚಾಲನೆ ಮಾಡುತ್ತದೆ. ಟೂಲ್ ಬಾರ್ನ ತುದಿಯಿಂದ ಉಪಕರಣದ ತುದಿಯನ್ನು ವಿಸ್ತರಿಸಿದರೆ, ರಂಧ್ರದ ಕೊನೆಯ ಮುಖವು ಸಹ ಬೇಸರಗೊಳ್ಳಬಹುದು.
ಬೋರಿಂಗ್ ಯಂತ್ರವನ್ನು ಮುಖ್ಯವಾಗಿ ಪೋಷಕ ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯಲು ಬಳಸಲಾಗುತ್ತದೆ, ಒಳಗಿನ ಚಡಿಗಳು ಮತ್ತು ದೊಡ್ಡ ಮತ್ತು ಮಧ್ಯಮ ಗಾತ್ರದ ಆವರಣಗಳು ಅಥವಾ ಪೆಟ್ಟಿಗೆಗಳ ಕೊನೆಯ ಮುಖಗಳು; ಕೊರೆಯುವ ಯಂತ್ರವನ್ನು ಕೊರೆಯಲು ಸಹ ಬಳಸಬಹುದು, ರೀಮಿಂಗ್, ಮಿಲ್ಲಿಂಗ್ ಚಡಿಗಳು ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ವಿಮಾನಗಳು.
3. ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರದ ನೀರಸ ತಂತ್ರಜ್ಞಾನ
ಸಮತಲವಾದ ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರದಲ್ಲಿ ಬೋರಿಂಗ್ ಚಿತ್ರ 7-12a ನಲ್ಲಿ ತೋರಿಸಿರುವಂತೆಯೇ ಇರುತ್ತದೆ. ತಿರುಗುವ ಚಲನೆಗಾಗಿ ಸಮತಲ ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರದ ಸ್ಪಿಂಡಲ್ ಟೇಪರ್ ರಂಧ್ರದಲ್ಲಿ ಬೋರಿಂಗ್ ಬಾರ್ ಅನ್ನು ಸ್ಥಾಪಿಸಲಾಗಿದೆ, ಮತ್ತು ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ಲ್ಯಾಟರಲ್ ಫೀಡ್ ಚಲನೆಗಾಗಿ ವರ್ಕ್ಟೇಬಲ್ನಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ.
ಲೇಥ್ನಲ್ಲಿ ತೇಲುವ ಬೋರಿಂಗ್ ಉಪಕರಣದೊಂದಿಗೆ ಬೋರಿಂಗ್ ರಂಧ್ರಗಳು
4. ತೇಲುವ ನೀರಸ ರಂಧ್ರ
ಮೇಲೆ ಉಲ್ಲೇಖಿಸಿದಂತೆ, ಲೇತ್ಸ್, ನೀರಸ ಯಂತ್ರಗಳು ಮತ್ತು ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರಗಳು ಹೆಚ್ಚಾಗಿ ಏಕ-ಅಂಚಿನ ಬೋರಿಂಗ್ ಉಪಕರಣಗಳನ್ನು ಬಳಸುತ್ತವೆ. ಬ್ಯಾಚ್ ಅಥವಾ ಸಾಮೂಹಿಕ ಉತ್ಪಾದನೆಯಲ್ಲಿ, ದೊಡ್ಡ ವ್ಯಾಸದೊಂದಿಗೆ ರಂಧ್ರಗಳನ್ನು ಮುಗಿಸಲು ತೇಲುವ ನೀರಸ ಉಪಕರಣವನ್ನು ಬಳಸಬಹುದು (>Φ80mm), ದೀರ್ಘ ರಂಧ್ರದ ಆಳ ಮತ್ತು ಹೆಚ್ಚಿನ ನಿಖರತೆ.
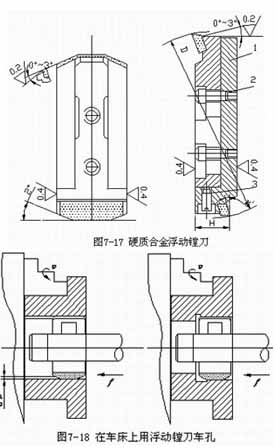
ಹೊಂದಾಣಿಕೆ ಫ್ಲೋಟಿಂಗ್ ಬೋರಿಂಗ್ ಬ್ಲಾಕ್ ಅನ್ನು ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ 7-17. ಸರಿಹೊಂದಿಸುವಾಗ, ಎರಡು ಸ್ಕ್ರೂಗಳನ್ನು ಸಡಿಲಗೊಳಿಸಿ 2 ಮತ್ತು ತಿರುಪು ತಿರುಗಿಸಿ 3 ಕಟ್ಟರ್ ಬ್ಲಾಕ್ನ ರೇಡಿಯಲ್ ಸ್ಥಾನವನ್ನು ಸರಿಹೊಂದಿಸಲು 1 ಕೊರೆಯುವ ರಂಧ್ರದ ವ್ಯಾಸ ಮತ್ತು ಸಹಿಷ್ಣುತೆಗೆ ಅನುಗುಣವಾಗಿ ಮಾಡಲು. ಫ್ಲೋಟಿಂಗ್ ಬೋರಿಂಗ್ ಟೂಲ್ ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಲೇಥ್ನಲ್ಲಿ ವರ್ಕ್ಪೀಸ್ ಅನ್ನು ತಿರುಗಿಸುತ್ತದೆ 7-18. ಕೆಲಸ ಮಾಡುವಾಗ, ಟೂಲ್ ಬಾರ್ ಅನ್ನು ಚದರ ಟೂಲ್ ಹೋಲ್ಡರ್ನಲ್ಲಿ ನಿಗದಿಪಡಿಸಲಾಗಿದೆ, ಮತ್ತು ಫ್ಲೋಟಿಂಗ್ ಬೋರಿಂಗ್ ಟೂಲ್ ಬ್ಲಾಕ್ ಅನ್ನು ಟೂಲ್ ಬಾರ್ನ ಆಯತಾಕಾರದ ರಂಧ್ರದಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಕೇಂದ್ರಕ್ಕೆ ಎರಡು ಅಂಚುಗಳ ರೇಡಿಯಲ್ ಕತ್ತರಿಸುವ ಶಕ್ತಿಗಳ ಸಮತೋಲನವನ್ನು ಅವಲಂಬಿಸಿದೆ, ಇದು ಟೂಲ್ ಬಾರ್ನಲ್ಲಿನ ಟೂಲ್ ಬ್ಲಾಕ್ನ ಅನುಸ್ಥಾಪನಾ ದೋಷದಿಂದ ಉಂಟಾಗುವ ರಂಧ್ರದ ವ್ಯಾಸದ ದೋಷವನ್ನು ನಿವಾರಿಸುತ್ತದೆ.
ಫ್ಲೋಟಿಂಗ್ ಬೋರಿಂಗ್ ಮೂಲಭೂತವಾಗಿ ರೀಮಿಂಗ್ಗೆ ಸಮನಾಗಿರುತ್ತದೆ, ಮತ್ತು ಅದರ ಯಂತ್ರ ಭತ್ಯೆ, ಸಾಧಿಸಬಹುದಾದ ಆಯಾಮದ ನಿಖರತೆ ಮತ್ತು ಮೇಲ್ಮೈ ಒರಟುತನದ ಮೌಲ್ಯಗಳು ರೀಮಿಂಗ್ನಂತೆಯೇ ಇರುತ್ತವೆ. ಫ್ಲೋಟಿಂಗ್ ಬೋರಿಂಗ್ನ ಅನುಕೂಲಗಳು ಸಂಸ್ಕರಣೆಯ ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಸುಲಭ ಮತ್ತು ಸ್ಥಿರವಾಗಿರುತ್ತದೆ, ಸರಳ ಕಾರ್ಯಾಚರಣೆ, ಮತ್ತು ಹೆಚ್ಚಿನ ಉತ್ಪಾದಕತೆ. ಆದಾಗ್ಯೂ, ಮೂಲ ರಂಧ್ರದ ಸ್ಥಾನ ದೋಷವನ್ನು ಸರಿಪಡಿಸಲಾಗುವುದಿಲ್ಲ, ಆದ್ದರಿಂದ ರಂಧ್ರದ ಸ್ಥಾನದ ನಿಖರತೆಯನ್ನು ಹಿಂದಿನ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಖಾತರಿಪಡಿಸಬೇಕು.