 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
ಥ್ರೆಡ್ ಏಕೆ ತುಂಬಾ ಬೇಡಿಕೆಯಿದೆ?
ಥ್ರೆಡ್ ಟರ್ನಿಂಗ್ ಅಗತ್ಯತೆಗಳು ಸಾಮಾನ್ಯ ಟರ್ನಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳಿಗಿಂತ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ. ಕತ್ತರಿಸುವ ಬಲವು ಸಾಮಾನ್ಯವಾಗಿ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ, ಮತ್ತು ಥ್ರೆಡ್ ಇನ್ಸರ್ಟ್ನ ಕತ್ತರಿಸುವ ಅಂತ್ಯದ ತ್ರಿಜ್ಯವು ಚಿಕ್ಕದಾಗಿದೆ ಮತ್ತು ದುರ್ಬಲವಾಗಿರುತ್ತದೆ.
ಥ್ರೆಡ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಫೀಡ್ ದರವು ಥ್ರೆಡ್ನ ಪಿಚ್ಗೆ ನಿಖರವಾಗಿ ಹೊಂದಿಕೆಯಾಗಬೇಕು. ಒಂದು ಪಿಚ್ಗಾಗಿ 8 ಎಳೆಗಳು/ಇಂಚಿನ (ಟಿಪಿಐ), ಉಪಕರಣವು ಫೀಡ್ ದರದಲ್ಲಿ ಮುನ್ನಡೆಯಬೇಕು 8 ಕ್ರಾಂತಿಗಳು / ಇಂಚು ಅಥವಾ 0.125 ಇಂಚುಗಳು / ಕ್ರಾಂತಿ. ಸಾಮಾನ್ಯ ಟರ್ನಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗಳೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ (ಅಲ್ಲಿ ಸಾಮಾನ್ಯ ಫೀಡ್ ದರವು ಸುಮಾರು 0.012ipr ಆಗಿದೆ), ಥ್ರೆಡ್ ತಿರುಗಿಸುವಿಕೆಯ ಫೀಡ್ ದರ 10 ಪಟ್ಟು ಹೆಚ್ಚು. ಥ್ರೆಡ್ ಪ್ರೊಸೆಸಿಂಗ್ ಇನ್ಸರ್ಟ್ನ ತುದಿಯಲ್ಲಿರುವ ಬಲವು ಇರಬಹುದು 100 ಗೆ 1,000 ಪಟ್ಟು ಹೆಚ್ಚು.
ಬಹು-ಹಲ್ಲಿನ ಥ್ರೆಡ್ ಇನ್ಸರ್ಟ್ನೊಂದಿಗೆ ಥ್ರೆಡ್ ಅನ್ನು ತಿರುಗಿಸುವುದು
ಆಕೃತಿ 2: ಬಹು-ಹಲ್ಲಿನ ಒಳಸೇರಿಸುವಿಕೆಗಳು, ಸರಣಿಯಲ್ಲಿ ಅನೇಕ ಥ್ರೆಡ್ ಹಲ್ಲುಗಳೊಂದಿಗೆ, ಥ್ರೆಡ್ ಪ್ರೊಸೆಸಿಂಗ್ ದಕ್ಷತೆಯನ್ನು ಸುಧಾರಿಸಬಹುದು, ಆದರೆ ಕತ್ತರಿಸುವ ಶಕ್ತಿ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ.
ಈ ಬಲವನ್ನು ಹೊಂದಿರುವ ಅಂತಿಮ ತ್ರಿಜ್ಯವು ಸಾಮಾನ್ಯವಾಗಿ 0.015 ಇಂಚುಗಳು, ಸಾಂಪ್ರದಾಯಿಕ ಟರ್ನಿಂಗ್ ಇನ್ಸರ್ಟ್ನ ತ್ರಿಜ್ಯವು 0.032 ಇಂಚುಗಳು. ಥ್ರೆಡ್ ಉಪಕರಣಗಳಿಗಾಗಿ, ಅನುಮತಿಸಲಾದ ಥ್ರೆಡ್ ಆಕಾರದ ಮೂಲ ತ್ರಿಜ್ಯದಿಂದ ತ್ರಿಜ್ಯವನ್ನು ಕಟ್ಟುನಿಟ್ಟಾಗಿ ಸೀಮಿತಗೊಳಿಸಲಾಗಿದೆ (ಅದರ ಗಾತ್ರವನ್ನು ಸಂಬಂಧಿತ ಥ್ರೆಡ್ ಮಾನದಂಡದಿಂದ ನಿರ್ದಿಷ್ಟಪಡಿಸಲಾಗಿದೆ). ಅಗತ್ಯವಿರುವ ಕತ್ತರಿಸುವ ಕ್ರಿಯೆಯಿಂದ ಇದು ಸೀಮಿತವಾಗಿದೆ, ಏಕೆಂದರೆ ವಸ್ತುವು ಸಾಮಾನ್ಯ ತಿರುವುಗಳಲ್ಲಿ ಕತ್ತರಿಸುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ತಡೆದುಕೊಳ್ಳುವುದಿಲ್ಲ, ಇಲ್ಲದಿದ್ದರೆ ಥ್ರೆಡ್ ವಿರೂಪ ಸಂಭವಿಸುತ್ತದೆ.
ಹೆಚ್ಚಿನ ಕತ್ತರಿಸುವ ಶಕ್ತಿ ಮತ್ತು ಕಿರಿದಾದ ಬಲದ ಸಾಂದ್ರತೆಯ ವ್ಯಾಪ್ತಿಯ ಫಲಿತಾಂಶವಾಗಿದೆ: ಥ್ರೆಡ್ ಮ್ಯಾಚಿಂಗ್ ಇನ್ಸರ್ಟ್ಗಳು ಸಾಮಾನ್ಯ ಟರ್ನಿಂಗ್ ಉಪಕರಣಗಳಿಗಿಂತ ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ಹೊಂದಿವೆ.
ಅಡ್ಡ-ಕಟ್ ಆಹಾರ ವಿಧಾನದೊಂದಿಗೆ ಥ್ರೆಡ್ ಅನ್ನು ತಿರುಗಿಸುವುದು
ಭಾಗಶಃ ಮತ್ತು ಪೂರ್ಣ ಪ್ರೊಫೈಲ್ ಬ್ಲೇಡ್ಗಳ ಹೋಲಿಕೆ
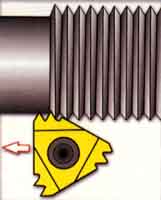
ಭಾಗಶಃ ಪ್ರೊಫೈಲ್ ಒಳಸೇರಿಸುವಿಕೆಗಳು, ಕೆಲವೊಮ್ಮೆ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ “ಅಲ್ಲದ ಅಗ್ರಸ್ಥಾನ” ಒಳಸೇರಿಸುತ್ತದೆ, ಥ್ರೆಡ್ ಅನ್ನು ಕ್ರೆಸ್ಟಿಂಗ್ ಅಥವಾ ಕ್ರೆಸ್ಟಿಂಗ್ ಇಲ್ಲದೆ ಥ್ರೆಡ್ ಚಡಿಗಳನ್ನು ಕತ್ತರಿಸಿ. (ಚಿತ್ರ ನೋಡಿ 1) ಒಂದು ಉಪಕರಣವು ಎಳೆಗಳ ಸರಣಿಯನ್ನು ಉತ್ಪಾದಿಸಬಹುದು, ದಪ್ಪವಾದ ಪಿಚ್ ವರೆಗೆ - ಅಂದರೆ, ಪ್ರತಿ ಇಂಚಿಗೆ ಚಿಕ್ಕ ಸಂಖ್ಯೆಯ ಎಳೆಗಳು-ಇದು ಬ್ಲೇಡ್ ಎಂಡ್ ತ್ರಿಜ್ಯದ ಬಲದಿಂದ ಅನುಮತಿಸಲ್ಪಡುತ್ತದೆ.
ಅಂತಿಮ ತ್ರಿಜ್ಯವನ್ನು ಸಾಕಷ್ಟು ಚಿಕ್ಕದಾಗಿ ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದ್ದು, ಬ್ಲೇಡ್ ವಿವಿಧ ಪಿಚ್ಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಬಹುದು. ಸಣ್ಣ ಪಿಚ್ ಥ್ರೆಡ್ಗಳಿಗಾಗಿ, ಅಂತ್ಯದ ತ್ರಿಜ್ಯವು ತುಂಬಾ ಚಿಕ್ಕದಾಗಿದೆ ಎಂದು ತೋರುತ್ತದೆ. ಯಂತ್ರ ಮಾಡುವಾಗ ಬ್ಲೇಡ್ ಆಳವಾಗಿ ಭೇದಿಸಬೇಕು ಎಂದರ್ಥ. ಉದಾಹರಣೆಗೆ, ಯಂತ್ರ ಒಂದು 8 ಭಾಗಶಃ ಪ್ರೊಫೈಲ್ ಇನ್ಸರ್ಟ್ನೊಂದಿಗೆ tpi ಥ್ರೆಡ್ಗೆ ಥ್ರೆಡ್ ಆಳದ ಅಗತ್ಯವಿದೆ 0.108 ಇಂಚುಗಳು. ಪೂರ್ಣ ಪ್ರೊಫೈಲ್ ಬ್ಲೇಡ್ನೊಂದಿಗೆ ಉತ್ಪಾದಿಸಲಾದ ಅದೇ ಥ್ರೆಡ್ಗೆ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಆಳದ ಅಗತ್ಯವಿದೆ 0.81 ಇಂಚುಗಳು. ಆದ್ದರಿಂದ, ಪೂರ್ಣ ಪ್ರೊಫೈಲ್ ಇನ್ಸರ್ಟ್ ಬಲವಾದ ಥ್ರೆಡ್ ಅನ್ನು ಉತ್ಪಾದಿಸಬಹುದು. ಜೊತೆಗೆ, ಪೂರ್ಣ ಪ್ರೊಫೈಲ್ ಒಳಸೇರಿಸುವಿಕೆಯೊಂದಿಗೆ ಯಂತ್ರದ ಎಳೆಗಳ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಮಾಡಬಹುದು 4 ಕಡಿಮೆ ಹಂತಗಳು.
ಪಾರ್ಶ್ವದ ಅಡ್ಡ ಕತ್ತರಿಸುವ ವಿಧಾನದಿಂದ ಥ್ರೆಡ್ ಕತ್ತರಿಸುವುದು
ಬಹು-ಹಲ್ಲಿನ ಬ್ಲೇಡ್
ಬಹು-ಹಲ್ಲಿನ ಬ್ಲೇಡ್ ನಿರಂತರವಾಗಿ ಹಲ್ಲುಗಳ ಸರಣಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಮತ್ತು ಥ್ರೆಡ್ ಗ್ರೂವ್ನಲ್ಲಿನ ಯಾವುದೇ ಹಲ್ಲಿನ ಕತ್ತರಿಸುವ ಆಳವು ಹಿಂದಿನ ಹಲ್ಲಿಗಿಂತ ಆಳವಾಗಿದೆ. (ಚಿತ್ರ ನೋಡಿ 2) ಈ ಒಳಸೇರಿಸುವಿಕೆಯೊಂದಿಗೆ, ಥ್ರೆಡ್ ಅನ್ನು ಯಂತ್ರಕ್ಕೆ ಅಗತ್ಯವಿರುವ ಕಾರ್ಯಾಚರಣೆಗಳ ಸಂಖ್ಯೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಬಹುದು 80%. ಉಪಕರಣದ ಜೀವನವು ಏಕ-ಕೇಂದ್ರದ ಒಳಸೇರಿಸುವಿಕೆಗಳಿಗಿಂತ ಹೆಚ್ಚು ಉದ್ದವಾಗಿದೆ, ಏಕೆಂದರೆ ಅಂತಿಮ ಹಲ್ಲು ನಿರ್ದಿಷ್ಟ ದಾರದ ಲೋಹದ ಅರ್ಧ ಅಥವಾ ಮೂರನೇ ಒಂದು ಭಾಗವನ್ನು ಮಾತ್ರ ಪ್ರಕ್ರಿಯೆಗೊಳಿಸುತ್ತದೆ.
ಆದಾಗ್ಯೂ, ಅವರ ಹೆಚ್ಚಿನ ಕತ್ತರಿಸುವ ಶಕ್ತಿಯಿಂದಾಗಿ, ತೆಳುವಾದ ಗೋಡೆಯ ಭಾಗಗಳ ಸಂಸ್ಕರಣೆಗಾಗಿ ಈ ಒಳಸೇರಿಸುವಿಕೆಯನ್ನು ಬಳಸಲು ಶಿಫಾರಸು ಮಾಡುವುದಿಲ್ಲ - ಏಕೆಂದರೆ ವಟಗುಟ್ಟುವಿಕೆ ಸಂಭವಿಸಬಹುದು. ಜೊತೆಗೆ, ಈ ಒಳಸೇರಿಸುವಿಕೆಯೊಂದಿಗೆ ವರ್ಕ್ಪೀಸ್ಗಳನ್ನು ಮ್ಯಾಚಿಂಗ್ ಮಾಡುವ ರಚನೆಯು ಸಾಕಷ್ಟು ಥ್ರೆಡ್ ಕ್ಲಿಯರೆನ್ಸ್ ಹೊಂದಿರಬೇಕು ಇದರಿಂದ ಎಲ್ಲಾ ಹಲ್ಲುಗಳು ಕತ್ತರಿಸುವಿಕೆಯಿಂದ ನಿರ್ಗಮಿಸಬಹುದು.
ಬ್ಲೇಡ್ ಹೆಲಿಕ್ಸ್ ಕೋನವನ್ನು ಸರಿಹೊಂದಿಸುವ ಮೂಲಕ ಥ್ರೆಡ್ ಅನ್ನು ತಿರುಗಿಸುವುದು
ಚಿತ್ರ 3: ಕ್ರಾಸ್-ಕಟ್ಟಿಂಗ್ ಫೀಡ್ ವಿಧಾನದ ಆಯ್ಕೆಯು ಥ್ರೆಡ್ ಸಂಸ್ಕರಣೆಯ ದಕ್ಷತೆಯ ಮೇಲೆ ಹೆಚ್ಚಿನ ಪ್ರಭಾವ ಬೀರುತ್ತದೆ

ಮಿಲ್ಲಿಂಗ್ ಥ್ರೆಡ್ಗಳಿಗಾಗಿ ಕಸ್ಟಮ್ ಥ್ರೆಡ್ ಕತ್ತರಿಸುವ ಸಾಧನ
ಚಿತ್ರ 4: ಪಾರ್ಶ್ವದ ಅಡ್ಡ ಕತ್ತರಿಸುವಿಕೆಯು ವಿ-ಆಕಾರದ ಚಿಪ್ಗಳನ್ನು ಉತ್ಪಾದಿಸುವುದಿಲ್ಲ, ಆದರೆ ಸಾಮಾನ್ಯ ಟರ್ನಿಂಗ್ನಲ್ಲಿರುವಂತೆಯೇ ಚಿಪ್ಗಳನ್ನು ಉತ್ಪಾದಿಸುತ್ತದೆ.
ಪ್ರತಿ ಥ್ರೆಡ್ ಫೀಡ್
ಪ್ರತಿ ಪಾಸ್ನ ಕತ್ತರಿಸುವ ಆಳ, ಅಥವಾ ಪ್ರತಿ ಥ್ರೆಡ್ನ ಫೀಡ್, ಥ್ರೆಡ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಹಳ ನಿರ್ಣಾಯಕವಾಗಿದೆ. ಪ್ರತಿಯೊಂದು ಸಂಪರ್ಕಿತ ಆಪರೇಟಿಂಗ್ ಚಾನೆಲ್ ಬ್ಲೇಡ್ನ ಕತ್ತರಿಸುವ ಅಂಚಿನ ದೊಡ್ಡ ಭಾಗವನ್ನು ತೊಡಗಿಸಿಕೊಳ್ಳಬೇಕು. ಪ್ರತಿ ಪಾಸ್ಗೆ ಫೀಡ್ ಸ್ಥಿರವಾಗಿದ್ದರೆ (ಈ ವಿಧಾನವನ್ನು ಶಿಫಾರಸು ಮಾಡುವುದಿಲ್ಲ), ಕತ್ತರಿಸುವ ಬಲ ಮತ್ತು ಲೋಹ ತೆಗೆಯುವ ದರವು ಹಿಂದಿನ ಪಾಸ್ನಿಂದ ಮುಂದಿನದಕ್ಕೆ ತೀವ್ರವಾಗಿ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಉದಾಹರಣೆಗೆ, ನಿರಂತರ ಫೀಡ್ ಅನ್ನು ಬಳಸುವಾಗ .010 ಇಂಚುಗಳು / ಚಾನಲ್ನ ಪ್ರಕ್ರಿಯೆಯ ವೇಗ 60 ℃ ಥ್ರೆಡ್ ಆಕಾರ, ಎರಡನೇ ಟ್ರ್ಯಾಕ್ ವಸ್ತುವನ್ನು ತೆಗೆದುಹಾಕಲಾಗಿದೆ 3 ಬಾರಿ ಮೊದಲ ಟ್ರ್ಯಾಕ್. ಪ್ರತಿ ನಂತರದ ಕಾರ್ಯಾಚರಣೆಯಂತೆ, ತೆಗೆದುಹಾಕಲಾದ ಲೋಹದ ಪ್ರಮಾಣವು ಘಾತೀಯವಾಗಿ ಏರುತ್ತಲೇ ಇರುತ್ತದೆ.
ತೆಗೆದುಹಾಕುವಿಕೆಯ ಪ್ರಮಾಣದಲ್ಲಿ ಈ ಹೆಚ್ಚಳವನ್ನು ತಪ್ಪಿಸಲು ಮತ್ತು ಹೆಚ್ಚು ವಾಸ್ತವಿಕ ಕತ್ತರಿಸುವ ಶಕ್ತಿಯನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು, ಪ್ರತಿ ಕಾರ್ಯಾಚರಣೆಯೊಂದಿಗೆ ಥ್ರೆಡ್ ಆಳವನ್ನು ಕಡಿಮೆ ಮಾಡಬೇಕು.
ಕ್ರಾಸ್-ಕಟ್ ಥ್ರೆಡ್ ಫೀಡ್ ವಿಧಾನ
ಕನಿಷ್ಠ ನಾಲ್ಕು ಥ್ರೆಡ್ ಕ್ರಾಸ್ಕಟ್ ಆಹಾರ ವಿಧಾನಗಳಿವೆ. (ಚಿತ್ರ ನೋಡಿ 3) ಈ ವಿಧಾನಗಳಲ್ಲಿ ಒಂದು ಥ್ರೆಡಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳ ಪರಿಣಾಮಕಾರಿತ್ವದ ಮೇಲೆ ಎಷ್ಟು ಪ್ರಭಾವ ಬೀರುತ್ತದೆ ಎಂಬುದನ್ನು ಕೆಲವೇ ಜನರು ಕಂಡುಹಿಡಿದಿದ್ದಾರೆ.
• ರೇಡಿಯಲ್ ಥ್ರೆಡ್ ಕ್ರಾಸ್ಕಟ್ ಫೀಡ್
ಥ್ರೆಡ್ ಪ್ರಕ್ರಿಯೆಗೆ ಇದು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸುವ ವಿಧಾನವಾಗಿದೆ, ಇದು ನಿಜವಾಗಿಯೂ ಕನಿಷ್ಠ ಶಿಫಾರಸು ವಿಧಾನವಾಗಿದೆ. ಉಪಕರಣವನ್ನು ರೇಡಿಯಲ್ ಆಗಿ ನೀಡಲಾಗುತ್ತದೆ (ವರ್ಕ್ಪೀಸ್ನ ಮಧ್ಯಭಾಗಕ್ಕೆ ಲಂಬವಾಗಿ), ಥ್ರೆಡ್ ಪಾರ್ಶ್ವದ ಎರಡೂ ಬದಿಗಳಿಂದ ಲೋಹವನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ವಿ-ಆಕಾರದ ಚಿಪ್ಸ್ಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಅಂತಹ ಚಿಪ್ಸ್ ಮುರಿಯಲು ಕಷ್ಟ, ಆದ್ದರಿಂದ ಚಿಪ್ಸ್ ಹರಿವು ಸಮಸ್ಯೆಯಾಗಿದೆ. ಜೊತೆಗೆ, ಬ್ಲೇಡ್ ಅಂತ್ಯದ ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಹೆಚ್ಚಿನ ಶಾಖ ಮತ್ತು ಒತ್ತಡದಿಂದಾಗಿ, ಉಪಕರಣದ ಜೀವನವು ಸಾಮಾನ್ಯವಾಗಿ ಇತರ ಅಡ್ಡ-ಕತ್ತರಿಸುವ ಫೀಡ್ ವಿಧಾನಗಳಿಗಿಂತ ಚಿಕ್ಕದಾಗಿದೆ.
• ಥ್ರೆಡ್ ಫ್ಲಾಂಕ್ ಕ್ರಾಸ್ ಫೀಡ್
ಈ ವಿಧಾನದಲ್ಲಿ, ಅಡ್ಡ ದಿಕ್ಕು ದಾರದ ಒಂದು ಪಾರ್ಶ್ವಕ್ಕೆ ಸಮಾನಾಂತರವಾಗಿರುತ್ತದೆ, ಇದರರ್ಥ ಸಾಮಾನ್ಯವಾಗಿ ಉಪಕರಣವು 30 ° C ನಲ್ಲಿ ಸರಳ ರೇಖೆಯಲ್ಲಿ ಆಹಾರವನ್ನು ನೀಡುತ್ತದೆ. ಚಿಪ್ಸ್ ಸಾಮಾನ್ಯ ತಿರುವುಗಳಲ್ಲಿ ಉತ್ಪತ್ತಿಯಾಗುವಂತೆಯೇ ಇರುತ್ತದೆ. (ಚಿತ್ರ ನೋಡಿ 4.) ರೇಡಿಯಲ್ ಕ್ರಾಸ್ಕಟಿಂಗ್ನೊಂದಿಗೆ ಹೋಲಿಸಿದರೆ, ಈ ವಿಧಾನದಲ್ಲಿ ತಯಾರಿಸಿದ ಚಿಪ್ಸ್ ಆಕಾರ ಮಾಡಲು ಸುಲಭವಾಗಿದೆ ಮತ್ತು ಕತ್ತರಿಸುವ ಅಂಚಿನಿಂದ ಸುಲಭವಾಗಿ ಹೊರಹಾಕಲ್ಪಡುತ್ತದೆ, ಉತ್ತಮ ಉಷ್ಣ ಪ್ರಸರಣದೊಂದಿಗೆ. ಆದಾಗ್ಯೂ, ಈ ಅಡ್ಡ-ಕತ್ತರಿಸುವ ಆಹಾರ ವಿಧಾನದಲ್ಲಿ, ಬ್ಲೇಡ್ನ ಹಿಂಭಾಗದ ಅಂಚು ಹಲ್ಲಿನ ಪಾರ್ಶ್ವದ ವಿರುದ್ಧ ಉಜ್ಜುತ್ತದೆ ಮತ್ತು ಕತ್ತರಿಸುವುದಿಲ್ಲ. ಇದು ಎಳೆಗಳನ್ನು ಸುಡುತ್ತದೆ, ಕಳಪೆ ಮೇಲ್ಮೈ ಒರಟುತನ ಮತ್ತು ವಟಗುಟ್ಟುವಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.
• ಮಾರ್ಪಡಿಸಿದ ಥ್ರೆಡ್ ಟೂತ್ ಫ್ಲಾಂಕ್ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಕಟಿಂಗ್ ಫೀಡ್ (ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ)
ಈ ವಿಧಾನವು ಥ್ರೆಡ್ ಫ್ಲಾಂಕ್ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಕತ್ತರಿಸುವ ಫೀಡ್ ವಿಧಾನವನ್ನು ಹೋಲುತ್ತದೆ, ಥ್ರೆಡ್ ಕೋನಕ್ಕಿಂತ ಅಡ್ಡ ಕತ್ತರಿಸುವ ಕೋನವು ಚಿಕ್ಕದಾಗಿದೆ - ಅಂದರೆ, ಕಡಿಮೆ 30 ℃. ಈ ವಿಧಾನವು ಥ್ರೆಡ್ ಫ್ಲಾಂಕ್ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಕತ್ತರಿಸುವ ವಿಧಾನದ ಪ್ರಯೋಜನಗಳನ್ನು ಉಳಿಸಿಕೊಂಡಿದೆ, ಬ್ಲೇಡ್ನ ಹಿಂದುಳಿದ ಅಂಚಿನಿಂದ ಉಂಟಾಗುವ ಸಮಸ್ಯೆಗಳನ್ನು ತಪ್ಪಿಸುವಾಗ. ಒಂದು ಅಡ್ಡ-ಕಟ್ ಕೋನ 291/2 ℃ ಸಾಮಾನ್ಯವಾಗಿ ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ನೀಡುತ್ತದೆ, ಆದರೆ ನಿಜವಾದ ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿ, 25~291/2 ℃ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಅಡ್ಡ-ಕಟ್ ಕೋನವು ಸ್ವೀಕಾರಾರ್ಹವಾಗಿದೆ.
ಚಿತ್ರ 5: ಬ್ಲೇಡ್ ಹೆಲಿಕ್ಸ್ ಕೋನವನ್ನು ಸರಿಹೊಂದಿಸುವ ಮೂಲಕ, ಉದಾಹರಣೆಗೆ “ಒಲವು” ಬಲಭಾಗದಲ್ಲಿ ಬ್ಲೇಡ್, ಬ್ಲೇಡ್ನ ಮುಂಭಾಗ ಮತ್ತು ಹಿಂಭಾಗದ ಅಂಚುಗಳ ಅಡಿಯಲ್ಲಿ ತೆರವು ಕೋನವನ್ನು ಸಮತೋಲನಗೊಳಿಸಬಹುದು, ಹೆಚ್ಚು ಏಕರೂಪದ ಉಡುಗೆಗಳನ್ನು ಉತ್ಪಾದಿಸಬಹುದು.
• ಪರ್ಯಾಯ ಥ್ರೆಡ್ ಫ್ಲಾಂಕ್ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಕಟಿಂಗ್ ಫೀಡ್
ಈ ವಿಧಾನವು ಥ್ರೆಡ್ನ ಎರಡು ಪಾರ್ಶ್ವದ ಉದ್ದಕ್ಕೂ ಪರ್ಯಾಯವಾಗಿ ಆಹಾರವನ್ನು ನೀಡುತ್ತದೆ, ಆದ್ದರಿಂದ ಇದು ದಾರವನ್ನು ರೂಪಿಸಲು ಬ್ಲೇಡ್ನ ಎರಡು ಪಾರ್ಶ್ವವನ್ನು ಬಳಸುತ್ತದೆ. ಈ ವಿಧಾನವು ಉಪಕರಣದ ದೀರ್ಘಾವಧಿಯ ಜೀವನವನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ, ಏಕೆಂದರೆ ಬ್ಲೇಡ್ ತುದಿಯ ಎರಡೂ ಬದಿಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆದರೆ ಇದು ಚಿಪ್ ಹರಿವಿನ ಸಮಸ್ಯೆಗಳನ್ನು ಉಂಟುಮಾಡಬಹುದು -
ಈ ಸಮಸ್ಯೆಯು ಮೇಲ್ಮೈ ಒರಟುತನ ಮತ್ತು ಉಪಕರಣದ ಜೀವನದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಬಹುದು. ಈ ವಿಧಾನವನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ದೊಡ್ಡ ಪಿಚ್ ಮತ್ತು ಮಾತ್ರ ಬಳಸಲಾಗುತ್ತದೆ (ಸಾಮ್ರಾಜ್ಯಶಾಹಿ) ಟ್ರೆಪೆಜಾಯಿಡಲ್ ಮತ್ತು ಓರೆಯಾದ ಚತುರ್ಭುಜ ಎಳೆಗಳು.
ಕ್ಲಿಯರೆನ್ಸ್ ಥ್ರೆಡ್ ಕೋನ ಪರಿಹಾರ
ಕೆಲವು ಥ್ರೆಡ್ ಮ್ಯಾಚಿಂಗ್ ಇನ್ಸರ್ಟ್ಗಳು ಮತ್ತು ಟೂಲ್ ಹೋಲ್ಡರ್ ಸಿಸ್ಟಮ್ಗಳು ಹೆಲಿಕ್ಸ್ ಕೋನವನ್ನು ಬದಲಾಯಿಸುವ ಮೂಲಕ ಕಟಿಂಗ್ ದಿಕ್ಕಿನಲ್ಲಿ ಇನ್ಸರ್ಟ್ ಅನ್ನು ನಿಖರವಾಗಿ ಓರೆಯಾಗಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿವೆ.. ಈ ವೈಶಿಷ್ಟ್ಯವು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಎಳೆಗಳನ್ನು ಉತ್ಪಾದಿಸಬಹುದು ಏಕೆಂದರೆ ಇದು ಥ್ರೆಡ್ನ ಪಾರ್ಶ್ವದ ವಿರುದ್ಧ ಬ್ಲೇಡ್ ಅನ್ನು ಉಜ್ಜುವುದನ್ನು ತಡೆಯುತ್ತದೆ. ಕತ್ತರಿಸುವ ಬಲವನ್ನು ಕತ್ತರಿಸುವ ಅಂಚಿನ ಸಂಪೂರ್ಣ ಉದ್ದಕ್ಕೂ ಸಮವಾಗಿ ವಿತರಿಸುವುದರಿಂದ ಇದು ದೀರ್ಘಾವಧಿಯ ಉಪಕರಣದ ಜೀವನವನ್ನು ಸಹ ಒದಗಿಸುತ್ತದೆ.
ಈ ರೀತಿಯಲ್ಲಿ ಒಲವನ್ನು ಹೊಂದಿರುವ ಯಾವುದೇ ಕತ್ತರಿಸುವ ಇನ್ಸರ್ಟ್ ಇಲ್ಲ- ವರ್ಕ್ಪೀಸ್ನ ಮಧ್ಯಭಾಗಕ್ಕೆ ಸಮಾನಾಂತರವಾಗಿ ಕತ್ತರಿಸುವ ಅಂಚನ್ನು ಮಾಡುವ ವಿಧಾನ- ಬ್ಲೇಡ್ನ ಮುಂಚೂಣಿಯಲ್ಲಿರುವ ಅಂಚು ಮತ್ತು ಹಿಂದುಳಿದ ಅಂಚಿನ ಅಡಿಯಲ್ಲಿ ಅಸಮಾನ ಕ್ಲಿಯರೆನ್ಸ್ ಕೋನವು ರೂಪುಗೊಳ್ಳುತ್ತದೆ. (ಚಿತ್ರ ನೋಡಿ 5) ವಿಶೇಷವಾಗಿ ದಪ್ಪವಾದ ಪಿಚ್ಗಳಿಗೆ, ಈ ಅಸಮಾನತೆಯು ಹಲ್ಲಿನ ಪಾರ್ಶ್ವದಲ್ಲಿ ಘರ್ಷಣೆಯನ್ನು ಉಂಟುಮಾಡಬಹುದು.
ಹೊಂದಾಣಿಕೆ ವ್ಯವಸ್ಥೆಯು ಟೂಲ್ ಚಕ್ನ ಸ್ಥಾನೀಕರಣದ ಮೂಲಕ ಬ್ಲೇಡ್ನ ಕೋನವನ್ನು ಓರೆಯಾಗಿಸಲು ಅನುಮತಿಸುತ್ತದೆ (ಸಾಮಾನ್ಯವಾಗಿ ಶಿಮ್ಗಳೊಂದಿಗೆ). ನಿಖರವಾದ ಹೊಂದಾಣಿಕೆಯು ಒಂದೇ ರೀತಿಯ ಪ್ರಮುಖ ಮತ್ತು ಹಿಂದುಳಿದ ಅಂಚಿನ ಕೋನಗಳನ್ನು ಸಾಧಿಸುತ್ತದೆ, ಬ್ಲೇಡ್ ಉಡುಗೆಗಳ ಏಕರೂಪದ ಅಭಿವೃದ್ಧಿಯನ್ನು ಖಾತ್ರಿಪಡಿಸುವುದು.
ಚಿತ್ರ 6: ಈ ಕಸ್ಟಮ್ ಥ್ರೆಡ್ ಕತ್ತರಿಸುವ ಸಾಧನವನ್ನು ಆರು-ಸ್ಪಿಂಡಲ್ ಲೇಥ್ನಲ್ಲಿ ಎರಡು ಸ್ವತಂತ್ರ ಎಳೆಗಳನ್ನು ಯಂತ್ರ ಮಾಡಲು ಬಳಸಲಾಗುತ್ತದೆ. ಹಳೆಗಾಲದಲ್ಲಿ, ಎಳೆಗಳನ್ನು ಒಂದೊಂದಾಗಿ ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ. ಇಲ್ಲಿ ಬಳಸಲಾದ ಇನ್ಸರ್ಟ್ ಮೂಲತಃ ಥ್ರೆಡ್ ಮಿಲ್ಲಿಂಗ್ ಕಟ್ಟರ್ಗಳಿಗೆ ಉದ್ದೇಶಿಸಲಾಗಿತ್ತು, ಆದರೆ ಇದನ್ನು ಇಲ್ಲಿ ಟರ್ನಿಂಗ್ ಇನ್ಸರ್ಟ್ ಆಗಿ ಬಳಸಲಾಗುತ್ತದೆ
ಥ್ರೆಡ್ ಕತ್ತರಿಸುವ ಒಳಸೇರಿಸುವಿಕೆಯ ಮಿನಿಯೇಟರೈಸೇಶನ್ ಮತ್ತು ವಿಶೇಷತೆ
ಸರಿಸುಮಾರು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ರಂಧ್ರಗಳ ಮೇಲೆ ಆಂತರಿಕ ಎಳೆಗಳನ್ನು ತಿರುಗಿಸಲು ಸೂಚ್ಯಂಕ ಮಾಡಬಹುದಾದ ಇನ್ಸರ್ಟ್-ಟೈಪ್ ಉಪಕರಣಗಳು 0.3 ಇಂಚುಗಳು ಈಗ ಮಾರುಕಟ್ಟೆಯಲ್ಲಿ ಲಭ್ಯವಿದೆ.
ಅಂತಹ ಸಣ್ಣ ರಂಧ್ರಗಳನ್ನು ತಿರುಗಿಸುವ ಮೂಲಕ ಥ್ರೆಡ್ಗಳಾಗಿ ಯಂತ್ರಕ್ಕೆ ಅನೇಕ ಪ್ರಯೋಜನಗಳಿವೆ. ಮೆಷಿನ್ ಮಾಡಬೇಕಾದ ಥ್ರೆಡ್ ಗುಣಮಟ್ಟವು ಸಾಮಾನ್ಯವಾಗಿ ತುಲನಾತ್ಮಕವಾಗಿ ಹೆಚ್ಚಾಗಿರುತ್ತದೆ, ಬ್ಲೇಡ್ ರಚನೆಯು ರಂಧ್ರದಿಂದ ಚಿಪ್ಸ್ ಹರಿಯುವಂತೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಅಪರೂಪವಾಗಿ ಥ್ರೆಡ್ ಅನ್ನು ಹಾನಿಗೊಳಿಸುತ್ತದೆ, ಮತ್ತು ಬ್ಲೇಡ್ ಅನ್ನು ಇಂಡೆಕ್ಸ್ ಮಾಡಬಹುದು, ಆದ್ದರಿಂದ ಉಪಕರಣದ ವೆಚ್ಚ ಕಡಿಮೆಯಾಗಿದೆ.
ಈ ಅಪ್ಲಿಕೇಶನ್ಗಳಲ್ಲಿ ಬಳಸಲಾಗುವ ಸಿಮೆಂಟೆಡ್ ಕಾರ್ಬೈಡ್ನ ಶ್ರೇಣಿಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಕಡಿಮೆ ಮೇಲ್ಮೈ ವೇಗದಲ್ಲಿ ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಅವಕಾಶ ನೀಡುತ್ತದೆ. ಸಣ್ಣ ರಂಧ್ರಗಳಲ್ಲಿ ಆಂತರಿಕ ಥ್ರೆಡ್ ಯಂತ್ರಕ್ಕಾಗಿ, ಯಂತ್ರೋಪಕರಣಗಳ ಮಿತಿಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಕಡಿಮೆ ಮೇಲ್ಮೈ ವೇಗಕ್ಕಿಂತ ಇತರ ಸಮಸ್ಯೆಗಳಾಗಿವೆ.
ಜನರು ಮಾಡಿದ ತಾಂತ್ರಿಕ ಪ್ರಗತಿಗಳು ಥ್ರೆಡ್ ಟರ್ನಿಂಗ್ ಉಪಕರಣಗಳ ಅನ್ವಯದ ವ್ಯಾಪ್ತಿಯನ್ನು ವಿಸ್ತರಿಸಿದೆ, ಮತ್ತು ಆಂತರಿಕ ಎಳೆಗಳನ್ನು ಸಣ್ಣ ರಂಧ್ರಗಳಾಗಿ ಪರಿವರ್ತಿಸುವುದು ಒಂದು ಉದಾಹರಣೆಯಾಗಿದೆ. ಆದಾಗ್ಯೂ, ಪ್ರಮಾಣಿತ ಉಪಕರಣಗಳ ಅನ್ವಯದ ವ್ಯಾಪ್ತಿಯ ವಿಸ್ತರಣೆಯ ಹೊರತಾಗಿಯೂ, ತಯಾರಕರು ಇನ್ನೂ ನಿರ್ದಿಷ್ಟ ಸಮಸ್ಯೆಗಳನ್ನು ಎದುರಿಸಬೇಕಾಗುತ್ತದೆ, ಇದು ಕಸ್ಟಮೈಸ್ ಮಾಡಿದ ಉಪಕರಣಗಳ ಅಸ್ತಿತ್ವಕ್ಕೆ ಜಾಗವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. (ಚಿತ್ರ ನೋಡಿ 6) ಪರಿಕರ ಪೂರೈಕೆದಾರರ ಸಹಕಾರದೊಂದಿಗೆ ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾದ ವಿಶೇಷ ಸಾಧನವು ಒಂದು ಆಯ್ಕೆಯಾಗಿದ್ದು, ನಿರ್ದಿಷ್ಟ ಕೆಲಸಕ್ಕಾಗಿ ಸರಿಯಾದ ಥ್ರೆಡಿಂಗ್ ಉಪಕರಣವನ್ನು ಹುಡುಕುವಾಗ ನಿರ್ಲಕ್ಷಿಸಲಾಗುವುದಿಲ್ಲ.