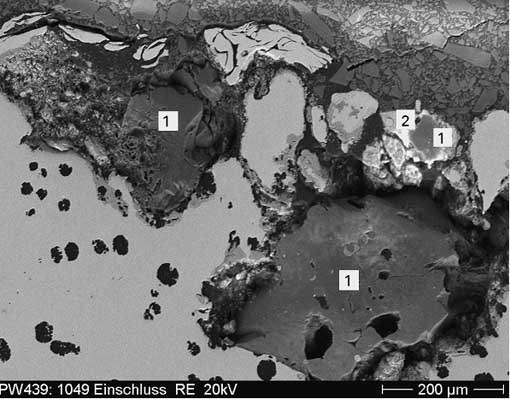
アルミダイカストの欠陥特性: 酸化スラグは鋳物の上面に多く分布している, 空気が通らない鋳型の角部分. 骨折はほとんどがオフホワイトまたは黄色です, X線または機械的処理によって発見される. アルカリ洗浄でも見られます, 酸洗いまたは陽極酸化
原因:
1. アルミダイカストの負担は綺麗ではない, 使用したチャージ量が多すぎる
2. 不適切なゲート システム設計
3. 合金液中のスラグは洗浄されない
4. 不適切な注湯作業によりスラグが混入する
精製後の十分な改質時間
予防方法:
1. 充電は砂で吹き飛ばす必要があります, 使用する充電量は適切に削減される必要があります
2. ゲートシステムの設計を改善し、スラグ保持能力を向上させます。
3. 適切なフラックスを使用してスラグを除去します
4. 注湯は安定して行う必要があり、スラグの滞留に注意する必要があります。
5. 合金液は精製後、一定時間放置してから注入してください。
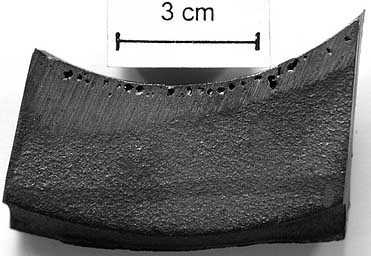
アルミダイカストに気孔や気泡が発生する
欠陥特性: アルミニウム鋳物の壁の気孔は一般的に円形または楕円形です。, 滑らかな表面を持つ, 通常は光沢のある酸化皮膜, 時々油っぽい黄色. サンドブラストにより表面の細孔や気泡を見つけることができます, X線透視法や機械的処理により内部の細孔や気泡を発見できます。. X線フィルムでは気泡が黒く見える.
原因:
1. 鋳造合金は安定していない, そしてガスも関係してる
2. の (コア) 砂には有機不純物が混ざっている (石炭の切りくずなど, 草の根馬糞, 等)
3. 鋳型や中子の通気が悪い
4. 冷たい鉄の表面には縮み穴があります
5. 不適切なゲート システム設計
予防方法:
1. ガスの巻き込みを避けるために注湯速度を正しく制御する.
2. 成形品に有機不純物が混入してはなりません (コア) 成形材料のガス発生を減らすための砂
3. 排気能力の向上 (コア) 砂
4. 冷たいアイロンの正しい選択と扱い方
5. ゲートシステム設計の改善
アルミダイカストの収縮と緩み
原因:
1. キャビティライザーの送り効果が悪い
2. ダイカストチャージにはガスが多すぎます
3. キャビティ内のランナー付近の過熱
4. 砂の空洞内の水分が多すぎて、砂のコアが乾燥していません
5. 粗大な合金粒子
6. 金型内での鋳物の位置が不適切
7. 注湯温度が高すぎる, 注ぐ速度が速すぎる
予防方法:
1. キャビティはライザーからの溶融金属で満たされ、ライザーの設計が改善されました
2. ダイカストの装入物は清潔で非腐食性である必要があります
3. ライザーは鋳物の収縮気孔に設定されます, 冷アイロンまたは冷アイロンはライザーと組み合わせて配置されます
4. 鋳物砂の水分をコントロールし、中子を乾燥させます。
5. 材料粒子の微細化対策の実施
6. 鋳型内での鋳物の位置を改善し、注入温度と注入速度を低下させます。
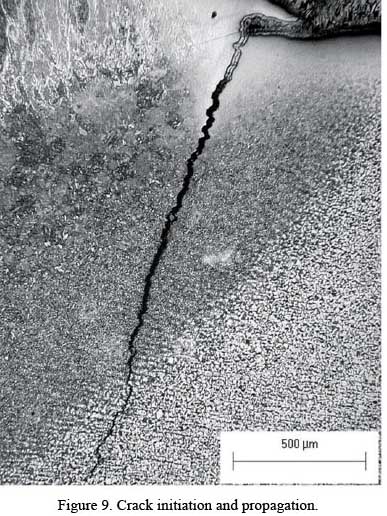
4, ダイキャストに亀裂が入っています
アルミダイカストの欠陥特性
鋳物割れ
粒界に沿って亀裂が発生する, しばしば分離を伴う. 高温で発生する亀裂の一種で、体積収縮の大きい合金や複雑な形状の鋳物に発生しやすい.
2. 熱処理クラック
熱処理のオーバーバーニングまたはオーバーヒートによる, 多くの場合、結晶質の亀裂が見られます. 応力や熱膨張係数が大きい合金は過剰に冷却されることが多い. または他の冶金学的欠陥がある場合
原因
1. 鋳造構造設計に無理がある, 鋭い角があります, 壁の厚さが変わりすぎる
2. 砂型 (コア) 下手な譲歩
3. 金型の局所的な過熱
4. 注湯温度が高すぎる
5. 鋳物を型から取り出すには早すぎます
6. 熱処理が過熱または焦げている, 冷却速度が過剰です
予防方法
1. 鋭い角を避けるために鋳物の構造設計を改善する, 均一な肉厚とスムーズな移行を目指します
2. 砂型の利権拡大策を講じる (コア)
3. 鋳造品のすべての部分が同時にまたは順番に固化することを確認します。, ゲートシステムの設計を改善する
4. 注湯温度を適切に下げる
5. 金型の冷却時間を制御する.
6. 鋳物が変形した場合の熱修正法を採用.
7. 熱処理温度を正確に制御し、焼入れ冷却速度を低減します。
問題は、アルミニウム鋳造の構造が緩いことです。, 高い気孔率, さまざまな金属および非金属の不純物が含まれています. 染色後, 陽極酸化皮膜に白斑が発生しやすい, アルミ鋳物は陽極酸化皮膜の品質を保証することが困難です。. この点について, 関連する専門家は、この問題を回避するには次の方法を使用できると述べています。:
最初, 高電圧、高電流密度衝撃方式を採用. アルマイト処理の初期段階, もともと不純物によってバラバラに分割されていた大小の「ブロック」を高電圧・大電流ショックで接続する.
2番, 鋳肌研削法. 粉砕は、粉砕されたアルミニウム粉末で鋳物の気孔を満たし、不純物によって分離されたブロックを接続する橋として機能します。.
三番目, 鋳肌のショットピーニング. 試し発破法の前にハンマーを丸めます, 目的はバリアギャップを作ることです “ブロック” タップすると閉じられます, シートに接続するには, 効果は顕著な結果です. これらの方法を使用すると、アルミニウム鋳物のアルマイト皮膜の染色後の白点の発生を効果的に回避できます。, それにより品質を保証します.
キャストのメリット
1. 複雑な形状の部品も製造可能, 特に複雑なキャビティを持つブランク (暖房などの)
2. 幅広い適応性, 産業で一般的に使用される金属材料を鋳造することができます. 数グラム~数百トン.
3. 幅広い原材料源. 価格が安い. スクラップ, スクラップ, チップ
4. 鋳造品の形状とサイズは部品の形状とサイズに非常に近い, 切削量を減らす, これは少なく、切断する必要はありません.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe