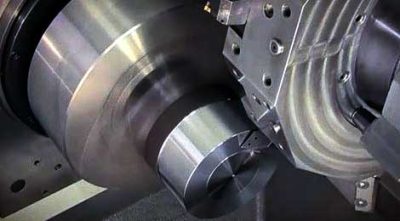
Cutting stainless steel is the process of processing stainless steel parts according to drawings with machining equipment such as lathes, フライス盤, and planers.
ステンレス鋼の主な特性
加工性は中炭素鋼に比べて非常に悪い. 通常の切削性を考慮すると、. 45 鋼として 100%, オーステナイト系ステンレス鋼 1Cr18Ni9Ti の相対的な被削性は次のとおりです。 40%; フェライト系ステンレス鋼1Cr28の相対的な旋削加工性は、 48%; マルテンサイト系ステンレス鋼 2Cr13 は 55%. その中で, オーステナイト系とオーステナイト系 + フェライト系ステンレス鋼は機械加工性が最も悪い.
The main features of stainless steel CNC machining
Severe hardening during CNC machining
Among stainless steels, the work hardening of austenitic and austenitic + ferritic stainless steels is the most prominent. 例えば, the strength σb of austenitic stainless steel after hardening reaches 1470~1960 MPa, and with the increase of σb, the yield limit σs increases; The annealed austenitic stainless steel σs does not exceed 30% に 45% of σb, but it reaches 85% に 95% after work hardening. The depth of the work hardened layer can reach 1/3 or more of the cutting depth; The hardness of the work hardened layer is 1.4 に 2.2 times higher than the original. Because of the large plasticity of stainless steel, the character is distorted during plastic deformation, and the strengthening coefficient is large; And the austenite is not stable enough, part of the austenite will be transformed into martensite under the action of cutting stress; 加えて, under the action of cutting heat, the compound impurities are easy to decompose and present a dispersed distribution, which causes a hardened layer during cutting. The work hardening caused by the previous turning feed or the previous machining process seriously affects the smooth progress of the subsequent processes.
High cutting force
Stainless steel has large plastic deformation during cutting, especially austenitic stainless steel (its elongation is more than 1.5 times that of No. 45 鋼鉄), which increases the cutting force. 同時に, the work hardening of stainless steel is serious, and the thermal strength is high, which further increases the cutting resistance. It is also difficult for stainless steel chips to curl and break. したがって, the cutting force for processing stainless steel is large. 例えば, the unit cutting force of turning 1Cr18Ni9Ti is 2450 MPa, それは 25% higher than that of 45 鋼鉄.
高い切削温度
Plastic deformation and friction with the tool during cutting are both large, resulting in a lot of cutting heat;
加えて, the thermal conductivity of stainless steel is about 1/2~1/4 of that of No. 45 鋼鉄.
A large amount of cutting heat is concentrated on the interface between the cutting area and the tool-stainless steel chip contact, and the heat dissipation condition is poor. 同じ条件で, the cutting temperature of 1Cr18Ni9Ti is about 200°C higher than that of No. 45 鋼鉄.
Stainless steel chips are not easy to break
The plasticity and toughness of stainless steel are great, and the chips are continuous during turning, which not only affects the smooth operation of the operation, but also scratches the processed surface. Under high temperature and high pressure, stainless steel has a strong affinity with other metals, and it is easy to cause adhesion and form built-up tumors, which not only aggravates tool wear, but also tears and deteriorates the processed surface. This feature of martensitic stainless steel with lower carbon content is more obvious.
Turning tools are prone to wear
Affinity force in the process of cutting stainless steel:
It will cause bonding and diffusion between the tool and the chips, so that the tool will produce bonding wear and diffusion wear, resulting in crescent craters on the rake face of the tool, and the cutting edge will also form tiny peeling and notches;
加えて, the carbides in stainless steel (such as TiC) have high hardness. Direct contact with and friction with the tool during cutting, abrasion of the tool, and work hardening will all increase tool wear.
Stainless steel has a large linear expansion coefficient
The coefficient of linear expansion of stainless steel is about 1.5 times that of carbon steel. Under the action of cutting temperature, the workpiece is prone to thermal deformation, and the dimensional accuracy is difficult to control
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe