 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
ステンレス鋼をフライス加工する場合のハイスフライスの切り込み量とフライスの選択を設定します。
初めに, クーラントが切りくずを急速に冷却し、ブレードに溶け込んでしまいます。, 工具寿命の短縮につながります;
送り速度が高すぎると材料の蓄積が発生します, 一方、送り速度が低すぎると、工具とワークピースの間に摩擦が発生します。, オーバーヒートの原因にもなります.
実際には, ナイフの刃を避けるために, CNC加工ステンレス鋼の切削熱が必要. ステンレス鋼フライス用, チップが明るい茶色になるように、適切なミリング速度を選択する必要があります。.
If the chips turn dark brown, it indicates that the cutting speed has reached the maximum limit. It is necessary to pay attention to the cutting speed when selecting the milling cutter when CNC machining stainless steel.

ステンレス鋼部品の高速フライス加工のパラメータ
Cutting tools should be rigid, advanced, and have the highest possible overload capacity. It is best to mill stainless steel below 75% of the machine’s load calibration capacity.
Both the workpiece and the tool should be clamped firmly, and the extension of the tool should be as short as possible. Additional supports can be used if necessary. Whether it is a high-speed steel tool or a cemented carbide tool, it should be sharp at all times. It’s best to sharpen regularly, and don’t sharpen it when you have to.
Should use good performance lubricating fluid, such as chlorinated petroleum grease. This lubricant is particularly effective for powerful cutting where the feed rate is relatively slow.
For high-speed finishing cutting, it is recommended to use kerosene to dilute this lubricant. This mixed cutting fluid can keep the workpiece and tool at a lower temperature. Special attention should be paid to the cutting of Cr-Ni austenitic stainless steel. When cutting this stainless steel, you should be as careful as possible. It is possible to perform forced cutting to avoid pauses, so as not to cause work hardening and material slippage.
ステンレスのフライス加工の特徴は、: The adhesion and melting of stainless steel are strong, フライスの歯に切り粉が付着しやすい, which deteriorates the cutting conditions; アップミリングの場合, カッターの歯が最初に硬化した表面上を滑ります, これにより加工硬化の傾向が高まります; フライス加工時, 衝撃や振動が大きい, そのため、フライスカッターの刃が欠けたり摩耗しやすくなります。.
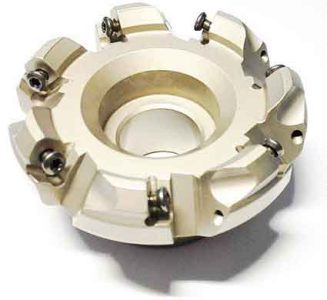
Milling tool for milling stainless steel parts
For milling stainless steel, except for end mills and some end mills, which can use cemented carbide as the material of the milling cutter teeth, the other types of milling cutters all use high-speed steel. In particular, tungsten-molybdenum series and high-vanadium high-speed steel have good effects, and the tool durability can be increased by 1 に 2 times compared with W18Cr4V. ステンレス鋼フライスの製造に適した超硬材種は YG8 です, YW2, 813, 798, YS2T, YS30, YS25, 等.
ステンレス鋼をフライス加工する場合, the cutting edge must be sharp and able to withstand impact, そしてチップポケットは大きくなければなりません. 大ねじれ角フライス (円筒フライス, エンドミルカッター) に使える, ねじれ角 b が 20° から 45° に増加します。 (n=5°), 工具の耐久性はさらに向上します。 2 回. , Because at this time the working rake angle g0e of the milling cutter increases from 11° to over 27°, フライス加工は活発です. ただし、b の値は大きすぎてはなりません, 特にb≤35°のエンドミルの場合, 歯が弱くならないように.
Use wave-edge end mills to process stainless steel pipes or thin-walled parts. The cutting is brisk, the vibration is small, the chips are fragile, ワークが変形しない. 超硬エンドミルやステンレス鋼の刃先交換式エンドミルを使用した高速ミーリング加工では良好な結果が得られます。.
Milling 1Cr18Ni9Ti with a silver-white chip (SWC) end mill, その幾何学的パラメータは gf=5° です, GP=15°, の=15°, 角度=5°, kr=55°, k'r=35°, g01= -30°, bg=0.4mm, 再=6mm. When Vc=50~90 m/min, Vf=630~750mm/min, and a’pb can reach 20=2~6mm, the milling power is reduced by 44% and the efficiency is greatly improved. 原理は主切れ刃のネガチャンファを研削することです。, and artificially generate a built-up edge during milling, so that it can replace the cutting edge for cutting, and the rake angle of the built-up edge is ~~302. Due to the effect of the entering angle, the built-up edge is subjected to a thrust parallel to the cutting edge generated on a rake face and becomes a secondary chip flowing out, thereby taking away the cutting heat and reducing the cutting temperature.
ステンレス鋼をフライス加工する場合, down milling should be used as much as possible. The asymmetric down milling method can ensure that the cutting edge is smoothly cut away from the metal, and the contact area of the chip bonding blade is small. Under the action of high-speed centrifugal force, the chips are easily thrown away, so that when the cutter teeth re-cut into the workpiece, the chips impact the rake face and cause the phenomenon of blade spalling and chipping.
The spray cooling method has the most significant effect, フライスカッターの耐久性を2倍以上に向上させることができます。; 一般なら 10% 冷却にはエマルジョンが使用されます, 十分な冷却を達成するには、切削液の流量を確保する必要があります。. 超硬フライスでステンレス鋼を加工する場合, take Vc=70~150 m/min and Vf=37.5~150 mm/min. 同時に, appropriate adjustments should be made according to the alloy grades and workpiece materials.
share to:
| フライスの種類 | フライス径 D (んん) |
Rotating speed n (回転数) |
送り速度 f (mm/分) |
備考 |
| エンドミル | 3-4 5-6 8-10 12-14 16-18 20-25 32-36 40-50 |
1180-750 750-475 600-375 375-235 300-235 235-190 190-150 150-118 |
マニュアル マニュアル マニュアル 30-37.5 37.5-47.5 47.5-60 47.5-60 47.5-75 |
1) When the milling width and cutting depth are small, the feed amount is larger; Otherwise, take the small value 2) For milling cutters with three-sided edges, please refer to the same diameter disc milling cutter to select the cutting speed and feed 3) When the milling cutter is 2Cr13, the cutting amount can be adjusted according to the actual hardness of the material 4) When milling and cutting concentrated nitric acid resistant stainless steel, both n and f should be appropriately lowered. |
| Disc milling cutter | 75 110 150 200 |
235-150 150-75 90-60 75-37.5 |
23.5 or manual 23.5 or manual 23.5 or manual 23.5 or manual |
– |