 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
プラスチック製品または部品の機械加工は 2 つのカテゴリに分類できます。: 片刃工具加工と多刃工具加工. 旋削を含む片刃工具加工, プレーニング, 及び歯なし鋸加工. 切削を含む多刃工具加工, フライス加工, パンチング, たたく, と歯のこぎり加工.
(1) プラスチックチップの生成過程
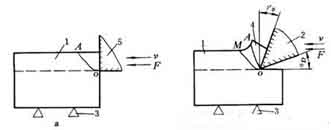
切削工具を使用してプラスチックチップを押し出す成形プロセス, 図に示すように 1.
(2) 切削抵抗に影響を与える要因
切削力は変形と摩擦によって発生します, したがって、切削プロセスにおける変形と摩擦に影響を与えるすべての要因が切削抵抗に影響します。.
プラスチック機械加工部品からの切りくず
形 1. プラスチックチップの形成
プラスチック機械加工部品の切込み深さパラメータ
1― ワーク; 2- 道具; 3― 治具; 4― チップス; 5― 圧子
1. プラスチックの種類
被削材の強度や硬度が高いほど, 変形抵抗が大きくなり、切削抵抗が大きくなる. 材質の強度や硬さが同程度の場合, 可塑性が大きいほど、切りくずとすくい面の間の摩擦が大きくなるため、切削抵抗が大きくなります。. 実験により、プラスチックの CNC 旋削およびフライス加工の切削抵抗は一般的に 1/6 に 1/7 切削鋼の切削抵抗.
2. 切削量の影響
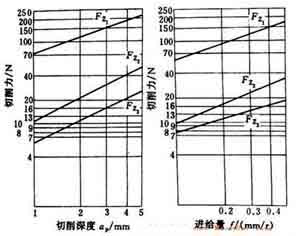
後方切込み量αPと送り量fの増加により切削抵抗は増加します, でも両者の影響度は違う. この 2 つの主切削抵抗 Fz への影響を図に示します。 2.
プラスチック機械加工部品の切断速度
形 2. 切り込み深さαPと送り速度fが主切削抵抗Fzに及ぼす影響
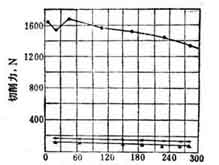
切削速度 v が主切削抵抗 Fz に及ぼす影響を図に示します。 3. 背面切削量はαP=1.5mmとなります。, 送り量 f=0.2mm/r. 図からわかるように、切削速度 v は切削抵抗にほとんど影響を与えません。.
形 3, 切削速度 v が主切削力 Fz に及ぼす影響
プラスチック機械加工品の切削抵抗
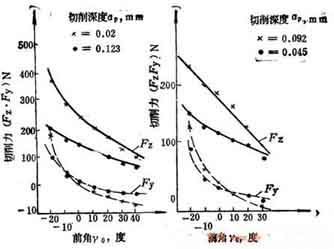
形 4, すくい角γ0 が切削抵抗に及ぼす影響