 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
従来のフライス加工は主に、輪郭や溝などの単純な形状/特徴をフライス加工するために使用されます。. CNCフライス盤は複雑な輪郭形状や特徴を加工できます. ミーリング&ボーリングマシニングセンターは、3軸または多軸のミーリングとボーリング加工を実行できます。, 金型, 検査ツール, 薄肉複雑曲面, インペラブレード, 等. CNCフライス加工の内容を選択する場合, CNCフライス盤の利点と重要な役割を最大限に活用する必要があります.
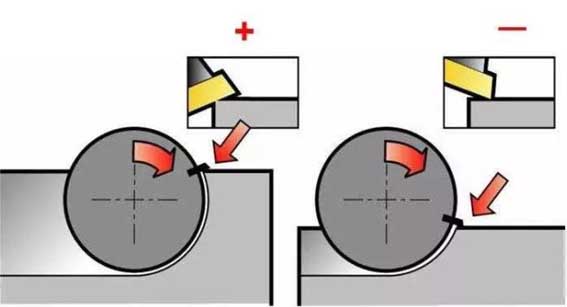
ダウンミーリングのカッター位置設定
アップミーリングのカッター位置設定
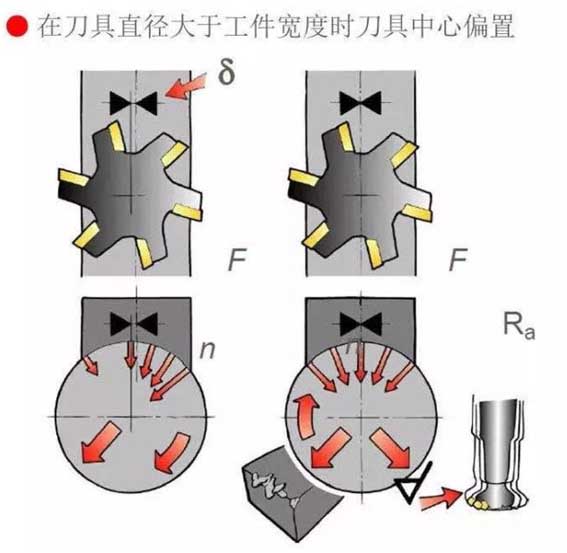
工具径がワーク幅より大きい場合のフライス工具の中心オフセット
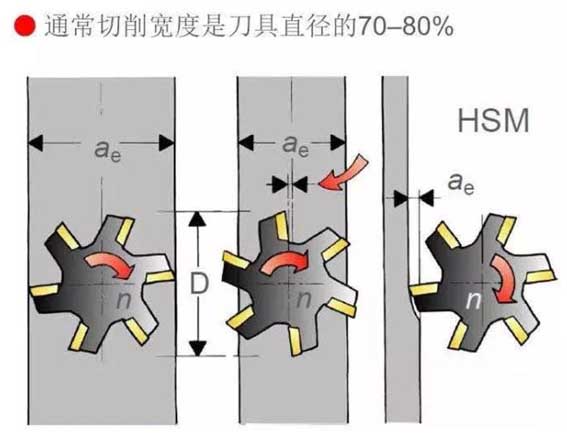
切削幅は工具径の70%~80%
▲ミーリング加工事例
フライス加工の実際の生産において, 工作機械のセッティングなど多くの応用スキルが含まれます, ワークのクランプと工具の選択. 以下に簡単にまとめます 4 フライス加工と 17 フライス加工のポイント. それぞれのポイントは深く理解する価値があります.
もう一度メールを再送信してください
1. 電力容量
動力容量と機械の剛性をチェックして、工作機械が必要なフライス径を使用できることを確認してください。.
2. ワークの安定性
ワークのクランプ条件と考慮事項.
3. 工具オーバーハング
加工中の主軸への工具の突き出し量をできるだけ短くする.
4. 適切なフライス刃のピッチを選択してください
加工に必要な刃数が多すぎないように、プロセスに適した正しいフライス刃ピッチを使用してください。, そうしないと振動が発生します.
5. フライス加工されたワークの厚さ
狭いワークや隙間のあるフライス加工の場合, ナイフを入れるのに十分な刃の厚さがあることを確認してください.

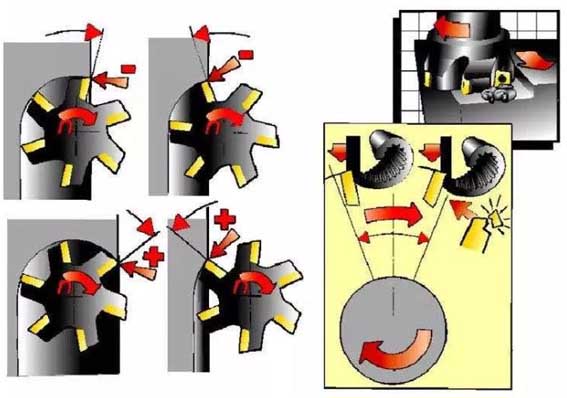
ポジすくい形状の刃先交換式フライスインサートを使用する

適切なカッター歯ピッチを選択してください
6. フライスインサートの溝選択
スムーズな切削動作と最小限の電力消費を確保するために、ポジすくい形状の刃先交換式フライスインサートをできる限り使用してください。.
7. 正しいフィードを使用する
推奨最大チップ厚を使用する場合, 正しい切削効果を達成するために使用されるフライスインサートの正しい送りを確保します。.
8. 切断方向
可能な限りダウンミーリングを使用する.
9. 部品に関する考慮事項
ワークの材質と形状, および処理される表面の品質要件.
10. フライスインサートの材質選択
被削材の種類や用途に合わせて形状と材質を選択.
11. 振動減衰フライス工具
以上の長いオーバーハングの場合 4 工具直径の倍, 振動傾向がより顕著になる, 振動を減衰させたフライス工具を使用すると、生産性が大幅に向上します。.
12. 進入角
最適な進入角度を選択してください.
13. フライス径
ワークの幅に応じて適切な直径のフライスを選択してください.
14. フライス工具の位置決め
フライスカッターの位置を正しく設定する.
15. フライス工具の切り込みと切り出し
円弧切断を通して見ることができます, 工具が後退しているときの切りくずの厚さは常にゼロです, より高い送りとより長い工具寿命を実現できます.
16. クーラント
冷却剤は必要と思われる場合にのみ使用してください. 一般的に, クーラントを使用しない場合、フライス加工をより効果的に行うことができます.
17. メンテナンス
工具メンテナンスの推奨事項に従い、工具の磨耗を監視する.