 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
この記事は、主に複雑なボックスカバーパーツの数値制御自動処理とシミュレーション処理を介して. UGカム処理モジュールは、自動数値制御プログラミングに使用されます, 処理パラメーターを最適化します, 処理ルートなど, ツールパス, および切断モード. そして、ツールのオーバーカットを確認するために仮想機械加工プロセスシミュレーションを介して, ツールとワークピースの衝突と干渉. 製粉に影響を与える可能性のある要因を考慮してください, その処理技術と処理を設計します, 要件を完了します. 機械処理の分野で, 部品の処理を完了するために、上記のコンテンツに精通している必要があります, 作業をより良く速く完了できるように.
複雑なキャストボックスカバー
1. 部品分析, 空白の選択とUGモデリング
1.1 部品分析
CNCミリングプロセスで, パーツ図面のプロセス分析の主な内容には、部品構造のプロセス分析が含まれます, CNCミリングの処理コンテンツの選択, 部品の空白のプロセス分析と処理計画の分析.
初めに, 使用を慎重に分析して研究する必要があります, 製品のパフォーマンスと労働条件, そして、位置を理解します, 製品内の部品のアセンブリ関係と機能. アセンブリの品質とパフォーマンスに対するさまざまなスキル要件の影響を調べる, 主要な技術的要件をご覧ください, 次に、パーツ図面を分析します.
パーツビューの式は完全で明確です, そして、次元と関連する技術的要件は完全かつ明確です.
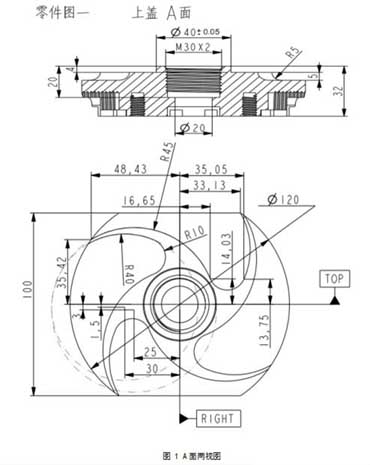
ダイキャストアルミニウムハウジングキャビティカバーの計画ビュー
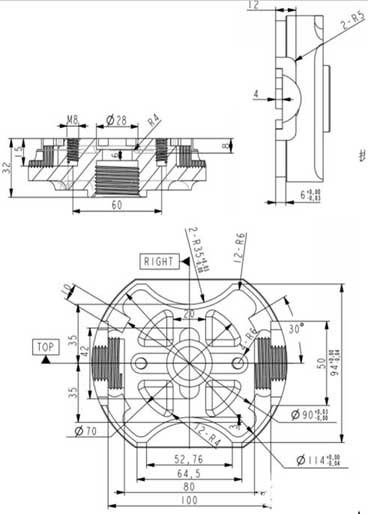
アルミニウムハウジングキャビティの標高ビュー
1.2 金属シェルの空白と縁の分析
1.2.1 空白の形状とサイズの選択
空白の形状とサイズを選択するための一般的な要件は: 減らすため “太った頭と大きな耳”, そして、粉砕処理を少なく、またはまったく認識しないことを実現します. したがって, ブランクの形状は、CNC加工の労働を減らすために完成品の形状に近いものでなければなりません. しかし、次の4つの状況もあります.
(1) 鍛造を使用する場合, ブランクをキャストするとき, 鍛造ダイの圧迫の量は、間違った弾性率の許容量に等しくありません. キャスト中, 砂型エラーのため, 収縮, 溶融金属の流動性が低い, 空洞を満たすことはできません, その結果、不平等なマージンが生じます. 加えて, キャストと鍛造後, ブランクの曲げ変形の違いは、機械加工手当が不十分で不安定なものも引き起こします. したがって, シート材料に加えて, それが鍛造であるかどうか, キャスティングまたはプロファイル, 彼らがCNC加工を使用する準備ができている限り, それらの機械加工面には十分なマージンが必要です.
(2) 小さな部品または薄い部品の場合, クランプを促進し、チャックを減らすために, 複数のワークピースを接続し、1つの空白から作ることができます.
(3) アセンブリ後に同じ作業面を形成する2つの関連部品. 処理品質を確保し、処理を促進するために, 多くの場合、2つのピースは全体の空白に結合されます, そして、処理後に特定の段階にカットします.
(4) クランプに不便なブランクの場合, ブランクにクランプマージンを追加することを検討してください, またはプロセスボスやプロセスラグなどの補助的な参照.