 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Imposta i parametri geometrici degli utensili di tornitura e fresatura in titanio per migliorare la qualità del prodotto delle parti in lega di titanio. I prodotti vengono consegnati rapidamente e in tempo.
(1) L'angolo di spoglia dell'utensile γ0: La lunghezza di contatto tra i trucioli di lega di titanio e la superficie di spoglia è breve. Quando l'angolo di spoglia è piccolo, l'area di contatto del chip può essere aumentata, in modo che il calore e la forza di taglio non siano eccessivamente concentrati vicino al tagliente. Migliorare le condizioni di dissipazione del calore, e può rafforzare il tagliente e ridurre la possibilità di scheggiature. La tornitura del titanio richiede generalmente γ0=5°~15°.
(2) L'angolo di spoglia α0 dell'utensile: La superficie lavorata della lega di titanio presenta un ampio recupero elastico e un notevole indurimento a freddo. L'uso di un ampio angolo di scarico può ridurre l'attrito, adesione, adesione, lacerazioni ed altri fenomeni provocati alla superficie del fianco, in modo da ridurre l'usura della superficie del fianco. L'angolo di scarico di vari utensili da taglio in lega di titanio è sostanzialmente maggiore o uguale a 15°.
(3) L'angolo di deflessione principale κr e l'angolo di deflessione secondario κ´r dell'utensile di fresatura: Quando si fresano le leghe di titanio, la temperatura di taglio è elevata e la deformazione elastica tende ad essere elevata. Quando la rigidità del sistema di processo lo consente, l'angolo di registrazione deve essere ridotto il più possibile per aumentare l'area di dissipazione del calore della parte tagliente e ridurre il carico per unità di lunghezza del tagliente. Generalmente, Viene utilizzato κr=30°, e κr=45° per lavorazioni di sgrossatura. La riduzione dell'angolo di deflessione secondaria può rafforzare la punta dell'utensile, che è vantaggioso per la dissipazione del calore e riduce il valore di rugosità superficiale della superficie lavorata. Generalmente prendi κ´r =10°~15°.
(4) L'angolo di inclinazione della lama dell'utensile λs: A causa della superficie ruvida e della struttura superficiale irregolare del pezzo grezzo, il tagliente tende a scheggiarsi durante la tornitura grossolana. Per aumentare la resistenza e l'affilatura del tagliente, la velocità di scorrimento del chip dovrebbe essere aumentata. Generalmente, λs = -3°~-5° viene utilizzato per la tornitura di sgrossatura, e λs = O° per tornitura fine.
(5) Il raggio dell'arco di punta dell'utensile rε: Quando si torni la lega di titanio, la punta dell'utensile è la parte più debole, che è facile da scheggiare e indossare, quindi è necessario rettificare l'arco della punta dell'utensile. Generalmente rε=0,5~1,5mm.
Smussatura negativa (bγ=0,03~0,05 mm, γ01=-10°~0°) viene utilizzato durante la svolta, e il raggio dell'arco del fondo della scanalatura dei trucioli è Rn=6~8 mm.
Inoltre, molto importante è anche la qualità dell'affilatura dell'utensile per migliorarne la durata. Gli utensili da taglio in metallo duro devono essere affilati con mole diamantate. Il tagliente deve essere affilato durante il taglio, il valore Ra della rugosità superficiale delle facce di taglio anteriore e posteriore deve essere inferiore a 0,4 um, e il tagliente non può avere piccoli spazi vuoti. Dopo che lo strumento è stato affilato e rettificato, la sua durata può essere aumentata di 30%.
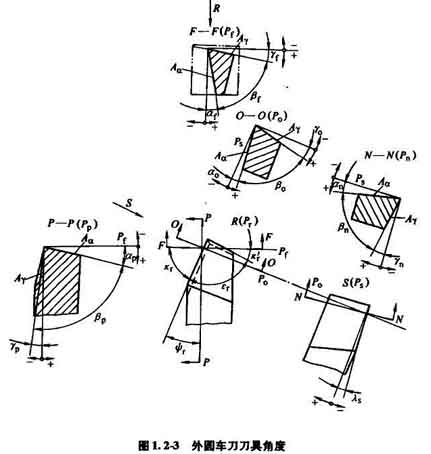
Progettazione dell'angolo di taglio per la tornitura e la fresatura del titanio