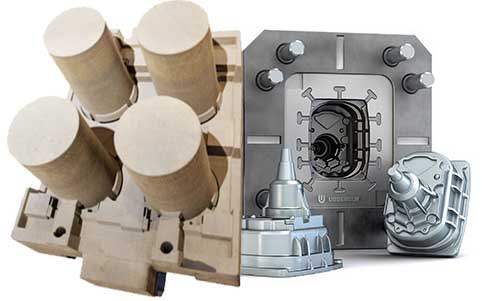
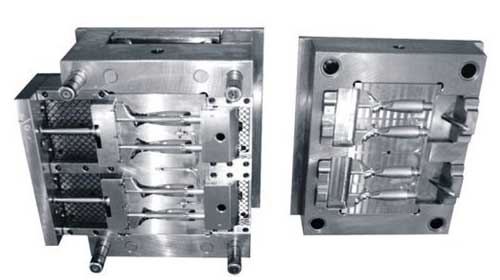
La pressofusione dell'alluminio si riferisce a parti in alluminio di alluminio puro o lega di alluminio ottenute per fusione. Generalmente, uno stampo in sabbia o uno stampo in metallo viene utilizzato per versare l'alluminio liquido riscaldato o la lega di alluminio nella cavità dello stampo, e le parti in alluminio o parti in lega di alluminio di varie forme e dimensioni ottenute sono solitamente chiamate pressofusioni di alluminio.
Tecnologia della pressofusione dell'alluminio
La fusione dell'alluminio è una moderna tecnologia di stampaggio
La complessa fusione di getti di alluminio è una sorta di tecnologia di fusione a bassa pressione con pompa elettromagnetica come nucleo. La tecnologia di purificazione dei compositi per la fusione e lo stampaggio dell'alluminio è una nuova tecnologia al centro dell'industria della pressofusione dell'alluminio, una moderna tecnologia per la produzione di getti di alluminio di alta qualità. Il sistema di trasmissione del metallo fuso con fusione a bassa pressione della pompa elettromagnetica ha un flusso stabile e un comodo controllo del flusso. Il vantaggio di alleggerire il processo di aspirazione dell'allumina fusa e di facile realizzazione è l'automazione del processo di utilizzo, che non solo migliora la qualità di fusione dei getti di alluminio, ma migliora anche l'ambiente di lavoro. Ridurre l'intensità del lavoro, realizzare l'automazione e la moderna produzione di fusione.
Una parte importante della purificazione dei getti di leghe di smalto fuso sono gli impianti di fusione dell'alluminio e di purificazione dei compositi, oltre all'iniezione di gas e ai filtri ceramici in schiuma centrifugata con elevato degasaggio, a meno che non si tratti di inclusioni metalliche. Inoltre, utilizza un nuovo materiale di rivestimento a lunga durata e dispone di un sistema di conservazione/riscaldamento del calore indipendente che può essere utilizzato per un gran numero di produzioni continue, così come la produzione intermittente. La tecnologia di purificazione dell'alluminio fuso di questa tecnologia è ad alta efficienza, lunga vita, basso costo, efficace, facile da installare, uso e flessibile. L'esperienza nel settore della fusione ci dice che la qualità delle fusioni di alluminio per risolvere problemi complessi risiede in tre aspetti principali:
(1) Fusione e fusione dell'alluminio fuso,
(2) Transizione graduale della lampada ad alogenuri metallici in alluminio fuso
(3) Le dimensioni e la stabilità del processo dello stampo e dell'anima in sabbia.
La modellazione del processo di produzione principale può verificare che la qualità della fusione e il risultato hanno un impatto diretto. Porosità di colata, sabbia appiccicosa, cicatrici, cracking termico, qualità della superficie, precisione dimensionale, e le prestazioni sulla sabbia hanno un ottimo rapporto. La nuova tecnologia per la modellistica e la produzione è PEPSET. Il legante in resina centrale utilizzato nella sabbia originale di sabbia di zirconio ha un indipendente, meccanismo di reazione chimica non indurente inizialmente da sabbia dura a sabbia dura. È ora di iniziare a indurire, una volta che la reazione di polimerizzazione inizia velocemente. In maniera dura, molta forza, collasso del grasso gassoso piccolo, una buona prestazione è la complessità della superficie di fusione, precisione dimensionale e stabilità della qualità.
Prestazioni e applicazioni della pressofusione dell'alluminio
La lega di alluminio pressofuso presenta alcuni vantaggi che altri getti non possono eguagliare, come un bell'aspetto, peso leggero, resistenza alla corrosione, eccetera., rendendolo ampiamente favorito dagli utenti. Soprattutto perché il peso leggero delle automobili, i getti in lega di alluminio pressofuso sono stati ampiamente utilizzati nell'industria automobilistica.
La densità della lega di alluminio fuso è inferiore a quella della ghisa e dell'acciaio fuso, ma la sua forza specifica è più alta. Perciò, l'utilizzo di getti in lega di alluminio nelle stesse condizioni di carico può ridurre il peso della struttura. Perciò, i getti in lega di alluminio sono ampiamente utilizzati nell'industria aeronautica, produzione di macchinari elettrici e di trasporto. La lega di alluminio ha una buona lucentezza superficiale e una buona resistenza alla corrosione nell'atmosfera e nell'acqua dolce, so it has a wide range of uses in the manufacture of civil utensils. Pure aluminum has good corrosion resistance in oxidizing acid media such as nitric acid and acetic acid, so aluminum castings also have certain uses in the chemical industry. Pure aluminum and aluminum alloys have good thermal conductivity. They are used in heat exchange devices used in chemical production, and parts that require good thermal conductivity on power machinery. Per esempio, cylinder heads and pistons of internal combustion engines are also suitable for manufacturing of aluminum alloy.
Aluminum alloy has good casting properties. Due to the low melting point (the melting point of pure aluminum is 660.230C, the casting temperature of aluminum alloy is generally about 730-750C). Può essere ampiamente utilizzato il tipo di fusione del metallo e fusione a pressione e altri metodi per aumentare la qualità intrinseca della fusione, il grado di precisione dimensionale, finitura superficiale e produttività. A causa dell'elevato calore latente di solidificazione della lega di alluminio, il processo di solidificazione dell'alluminio fuso dura molto più a lungo rispetto all'acciaio fuso e alla ghisa a parità di peso. Ha una buona liquidità ed è favorevole alla fusione di getti a pareti sottili e con struttura complessa.
I getti in lega di alluminio pressofuso presentano molti vantaggi, rendendolo uno dei prodotti di fusione più popolari per la direzione di sviluppo del settore della fusione e per i clienti acquirenti. In futuro, con il progresso della tecnologia di fusione delle leghe di alluminio, mostrerà il suo stile su un palco più grande.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe