Milling is a machining method in which a milling cutter is used as a tool and the surface of an object is processed by CNC. Milling machines include horizontal milling machines, vertical milling machines, portal milling machines, profiling milling machines, universal milling machines, and bar milling machines.
Cos'è la fresatura?
La fresatura si riferisce all'uso di utensili rotanti multi-tagliente per tagliare i pezzi, ed è un metodo di elaborazione altamente efficiente. Quando si lavora, lo strumento ruota (fa il movimento principale), e il pezzo si muove (il movimento di alimentazione). Il pezzo può anche essere fissato, ma anche l'utensile rotante deve muoversi (per completare il movimento principale e il movimento di avanzamento contemporaneamente). Le macchine utensili utilizzate per la fresatura sono fresatrici orizzontali o fresatrici verticali, così come le grandi fresatrici a portale. Queste macchine utensili possono essere macchine utensili ordinarie o macchine utensili CNC. Utilizzare una fresa rotante come utensile da taglio. La fresatura viene generalmente eseguita su una fresatrice o su un'alesatrice. Adatto per la lavorazione piana, scanalature, varie superfici di stampaggio (chiave del fiore, ingranaggio e filo) e superficie sagomata speciale dello stampo e simili.
Features of milling tools
① Each tooth of the milling tool periodically participates in intermittent cutting.
② The cutting thickness of each milling cutter tooth changes during the cutting process.
③ The feed per tooth αf (mm/tooth) indicates the relative displacement of the workpiece within the time that the milling cutter rotates one tooth.
Common milled parts
(1) Flat parts
The characteristics of plane parts: the machined surface can be parallel to the horizontal plane, perpendicular to the horizontal plane, or a fixed angle with the horizontal plane;
Most of the parts processed on the CNC milling machine are flat parts, and the flat parts are the simplest type of parts in CNC milling. Generalmente, only two-axis linkage or 3-axis linkage of a three-axis CNC milling machine can be used for processing. In the processing process, the processing surface and the tool are in surface contact, and end milling cutter or ball end milling cutter can be used for rough and finishing processing.
(2) Special-shaped parts with curved surfaces
The characteristic of curved parts is that the machined surface is arc-shaped space curved surface. During the machining process, the machining surface and the milling cutter are always in point contact. Surface finishing is mostly carried out with ball-end milling tools.
Precision correction of milling machine
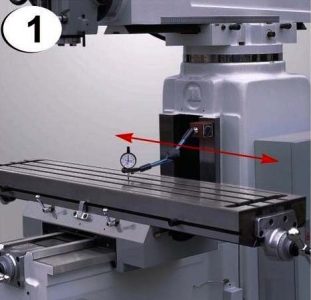
X-axis correction of milling machine
Slightly loosen the 4 bolts, but make sure that there is still some friction resistance on the 4 bolts. In questo momento, use the rotating bolt of the head to adjust the left and right angle. During the process, a dial indicator must be placed on the end of the spindle to measure the correct position of the worktable.
Y-axis correction of milling machine
Slightly loosen the 3 bolts, but make sure that the 3 bolts are not too loose to facilitate fine-tuning. In questo momento, by the arm rotating bolt, a dial indicator placed on the spindle end in order to measure the correct position of the table.
Horizontal correction of milling machine
Place the spirit level on the work surface.
Check point A and B of the level, the allowable value is 0.06mm/m.
Se necessario, shims can be placed under the machine.
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe