 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
La lavorazione di prodotti o parti in plastica può essere suddivisa in due categorie: lavorazione con utensili a tagliente singolo e lavorazione con utensili multilama. La lavorazione con utensile a tagliente singolo include la tornitura, piallatura, e lavorazione della sega senza denti. La lavorazione di utensili multi-tagliente include il taglio, fresatura, punzonatura, toccando, e lavorazione della sega a denti.
(1) Il processo di formazione dei trucioli di plastica
Il processo di formatura dei trucioli di plastica viene estruso mediante utensili da taglio, come mostrato in figura 1.
(2) Fattori che influenzano la forza di taglio
La forza di taglio è generata dalla deformazione e dall'attrito, quindi tutti i fattori che influenzano la deformazione e l'attrito nel processo di taglio influenzeranno la forza di taglio.
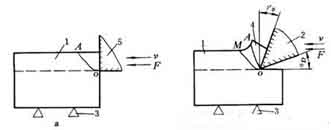
Trucioli provenienti da parti in plastica lavorate
Figura 1. Formazione di trucioli di plastica
Parametri di profondità di taglio di parti in plastica lavorate
1― Pezzo; 2- Attrezzo; 3― Apparecchio; 4- Patatine fritte; 5― Penetratore
1. Tipi di plastica
Maggiore è la resistenza e la durezza del materiale del pezzo, maggiore è la resistenza alla deformazione e maggiore è la forza di taglio. Se la resistenza e la durezza del materiale sono simili, quello con maggiore plasticità avrà una forza di taglio maggiore a causa del maggiore attrito tra i trucioli e la superficie di taglio. Gli esperimenti hanno dimostrato che la forza di taglio della tornitura e fresatura CNC della plastica è generalmente 1/6 A 1/7 della forza di taglio dell'acciaio da taglio.
2. L'influenza della quantità di taglio
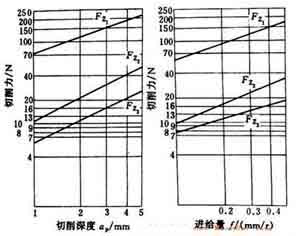
L'aumento della quantità di taglio posteriore αP e della quantità di avanzamento f aumenterà la forza di taglio, ma il grado di influenza dei due è diverso. L'influenza dei due sulla forza di taglio principale Fz è mostrata in Figura 2.
Velocità di taglio delle parti in plastica lavorate
Figura 2. L'influenza della profondità di taglio αP e della velocità di avanzamento f sulla forza di taglio principale Fz
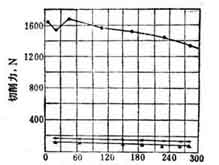
L'influenza della velocità di taglio v sulla forza di taglio principale Fz è mostrata in Figura 3. La quantità di taglio posteriore è αP=1,5 mm, e la quantità di avanzamento f=0,2 mm/giro. Dalla figura si può vedere che la velocità di taglio v ha poco effetto sulla forza di taglio.
Figura 3, l'influenza della velocità di taglio v sulla forza di taglio principale Fz
Forza di taglio di parti in plastica lavorate
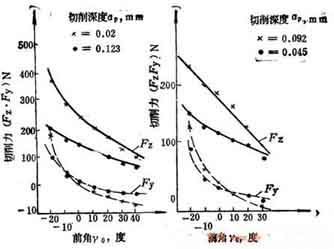
Figura 4, l'influenza dell'angolo di spoglia γ0 sulla forza di taglio