 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Tornitura e fresatura di pezzi sottili (alluminio, Lega di alluminio, titanio puro, rame, lega di magnesio) sono sempre soggetti a deformazioni durante la lavorazione. Ovale o “forma della vita” con una piccola estremità centrale e una grande, il che rende difficile garantire la qualità delle parti. Il suo design di bloccaggio è spesso il punto più discusso. Diamo un'occhiata a due esempi di progettazione di attrezzature a pareti sottili su pezzi di tornitura e fresatura, e come risolvono il problema della deformazione.
Part. 1. Design a processing plan for thin-walled aluminum sleeve parts on a milling machine
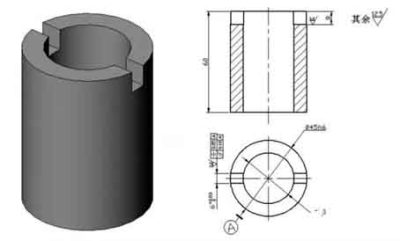
The aluminum thin-walled sleeve workpiece is shown in the figure, and the keyway width of 6mm is guaranteed by the keyway milling cutter; Grooves on both sides of a plane of symmetry axis of symmetry φ45 h6 0.05mm, 0.10mm parallelism; The groove depth is 8mm.
Milling process of aluminum thin sleeve
Positioning plan and positioning components
Determine the positioning plan and select positioning components:
Positioning scheme and positioning elements for aluminum thin sleeve parts
Clamping plan and clamping device design
▲Clamping mechanism

Design a fixture scheme for aluminum thin sleeve parts
▲Guide and automatic release device in the clamping mechanism
Design of parts fixture structure
1. Parts positioning device
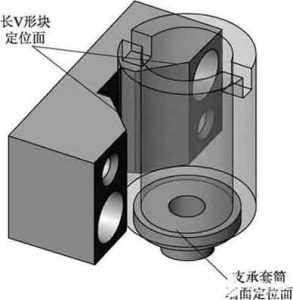
Il lungo blocco a forma di V è l'elemento di posizionamento principale dell'attrezzatura, eliminando 4 incertezze del pezzo. Può essere trovato negli standard nazionali pertinenti o negli standard di settore.
Manicotto di supporto:
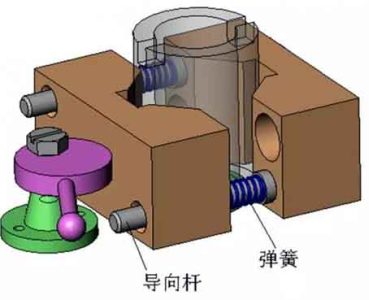
Dispositivo di guida e sgancio automatico nel meccanismo di fissaggio CNC
2. Dispositivo di bloccaggio pezzi
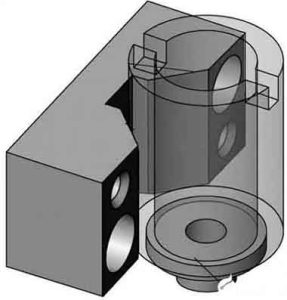
Dispositivo di posizionamento dell'apparecchio
▲Ruota eccentrica
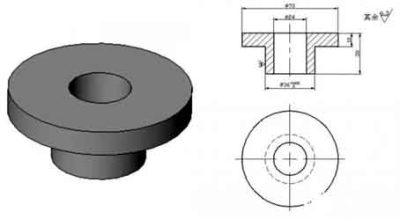
Manicotto di supporto dell'apparecchio
▲Supporto ruota eccentrica
3. apparecchiature di assistenza
Dispositivo di bloccaggio dell'attrezzatura
▲ Blocco di pezzi per il presetting utensile
4. Dettagli sul bloccaggio delle parti
Supporto ruota eccentrica della morsa
5. Disegno generale dell'attrezzatura delle parti
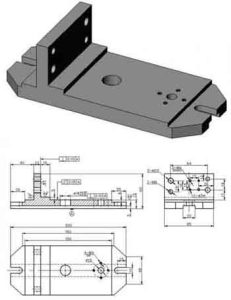
Blocco di presetting utensile per pezzi di lavorazione CNC
1. Dettagli sul bloccaggio delle parti
2. Perno cilindrico
3. Staffa eccentrica
4. Eccentrico
5. Blocco mobile a forma di V
6. Blocco di presetting utensile per pezzi
7. Blocco fisso a V
Part. 2, Piano di processo per la lavorazione di fori interni di parti a parete sottile in lega di alluminio
Il pezzo viene lavorato con un tubo d'acciaio senza saldatura. La rugosità superficiale del foro interno e della parete esterna è Ra1,6μm, che può essere ottenuto girando, ma la cilindricità del foro interno è 0,03 mm, che richiede requisiti più elevati per le parti a pareti sottili. Nella produzione di massa, il percorso del processo è approssimativamente:
Tranciatura del materiale - trattamento termico - tornitura della faccia terminale - tornitura del cerchio esterno - tornitura del foro interno - controllo qualità.
Il processo di “lavorazione del foro interno del pezzo” è la chiave per il controllo di qualità. Mettiamo da parte il cerchio esterno e l'involucro a pareti sottili, è difficile garantire un cilindro da 0,03 mm quando viene tagliato il foro interno.
La tecnologia chiave per la realizzazione dei fori
La tecnologia chiave per la tornitura dei fori è quella di risolvere i problemi di rigidità e di rimozione dei trucioli dell'utensile per tornitura di fori interni. Per aumentare la rigidità dell'utensile di tornitura del foro interno, adottare le seguenti misure:
1. Prova ad aumentare l'area della sezione trasversale del portautensile, solitamente la punta dell'utensile per tornitura del foro interno si trova sopra il portautensile. In questo modo, l'area della sezione trasversale del portautensile è inferiore, meno di 1/4 dell'area della sezione trasversale del foro, come mostrato nella figura sotto a sinistra. Se la punta dell'utensile per tornitura del foro interno si trova sulla linea centrale del portautensile, l'area della sezione trasversale del portautensile nel foro può essere notevolmente aumentata, come mostrato nella figura qui sotto a destra.
2. La lunghezza dell'estensione del portautensile può essere 5-8 mm più lunga della lunghezza del pezzo per aumentare la rigidità del portautensile di tornitura e ridurre le vibrazioni durante il processo di taglio.
Risolvere i problemi di evacuazione dei trucioli
Controllare principalmente la direzione del deflusso dei trucioli da taglio. Gli utensili di tornitura di sgrossatura richiedono che i trucioli fluiscano sulla superficie da lavorare (rimozione truciolo frontale). A tal fine, viene utilizzato l'utensile per tornitura del foro interno con un angolo di inclinazione del bordo positivo, come mostrato nella figura seguente.
In bella svolta, la direzione del flusso dei trucioli deve essere in avanti per la rimozione dei trucioli (rimozione del truciolo del nucleo del foro). Perciò, prestare attenzione alla direzione di affilatura del tagliente quando si affila il filo del coltello, e utilizzare il metodo di rimozione dei trucioli inclinato rispetto al bordo anteriore. Come mostrato nella figura seguente, la lega utilizzata per gli utensili di tornitura fine è YA6. L'attuale tipo M ha una migliore resistenza alla flessione, resistenza all'usura, tenacità all'impatto, e resistenza all'acciaio e alla temperatura.
Durante l'affilatura, the rake angle is rounded with an arc-shaped angle of 10-15°, The relief angle is 0.5-0.8mm away from the wall according to the machining arc (the bottom line of the tool is along the arc), c Cutting edge angle k direction is §0.5-1 is along the chip edge, Point B wiper blade is R1-1.5, It is appropriate to grind the auxiliary back angle to 7-8°, The A-A point of the inner edge of E is ground into a circle to discharge chips.
Machining method
1. A guard shaft must be machined before machining. The main purpose of the shaft guard:
The inner hole of the turned thin-wall sleeve is sleeved in the original size, and the front and rear centers are fixed to make it process the outer circle without deformation, and maintain the quality and precision of the outer circle. Perciò, la lavorazione della protezione dell'albero è un anello chiave nel processo di lavorazione dell'involucro a pareti sottili.
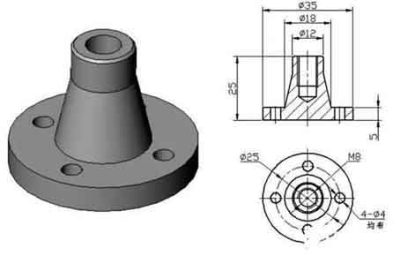
45﹟Struttura in acciaio tondo al carbonio per la lavorazione di grezzi di protezione albero; Girando la faccia finale, aprendo due fori centrali a forma di B, girando bruscamente il cerchio esterno, lasciando un margine di 1 mm. Dopo il trattamento termico, tempera e modellatura, e poi girare bene, lasciando un margine di 0,2 mm per la molatura. Riscaldare nuovamente la superficie del fuoco schiacciato fino a una durezza di HRC50, e poi macinarlo con una mola cilindrica come mostrato nella figura sotto. Dopo che la precisione soddisfa i requisiti, è completo e pronto per l'uso.
2. Per completare la lavorazione del pezzo in una sola volta, il pezzo grezzo mantiene la posizione di bloccaggio e il margine di taglio.
3. Innanzitutto, l'embrione grezzo viene trattato termicamente, spento, temperato e modellato, con una durezza di HRC28-30 (durezza entro l'intervallo di lavorazione).
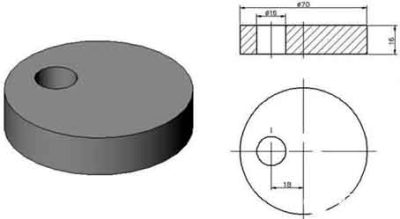
4. Lo strumento di tornitura adotta C620, e prima inserisci la parte centrale anteriore nel cono del fuso per fissarla. Per evitare la deformazione del pezzo durante il serraggio di manicotti a parete sottile, aggiungere una manica spessa ad anello aperto, come mostrato nella figura seguente.
Per mantenere la produzione di massa, un'estremità del cerchio esterno dell'involucro a pareti sottili viene lavorata fino a raggiungere una dimensione uniforme d, e il righello di t è la posizione di bloccaggio assiale. L'involucro a pareti sottili viene bloccato e compresso per migliorare la qualità della rotazione del foro interno e mantenere le dimensioni. Considerando che si genera calore tagliando, la dimensione di espansione del pezzo è difficile da comprendere. È necessario versare liquido da taglio sufficiente per ridurre la deformazione termica del pezzo.
5. Bloccare saldamente il pezzo con un mandrino a tre griffe con centraggio automatico, girare la faccia finale, e girare bruscamente il cerchio interno. Lasciare un margine di 0,1-0,2 mm per la tornitura fine, e sostituirlo con uno strumento di tornitura fine per elaborare il margine di taglio finché l'albero di protezione non soddisfa i requisiti di adattamento e ruvidità eccessivi. Rimuovere lo strumento di tornitura del foro interno, inserire l'albero della protezione nella parte anteriore centrale, utilizzare il centro della contropunta per serrare in base ai requisiti di lunghezza, cambiare l'utensile di tornitura esterno, e girare bruscamente il cerchio esterno. Finalmente, le parti tornite di precisione soddisfano i requisiti del disegno. Dopo aver superato l'ispezione, utilizzare un coltello da taglio per tagliare in base alla lunghezza richiesta. Per rendere il taglio regolare quando il pezzo è scollegato, il bordo del coltello deve essere inclinato per rendere liscia la faccia finale del pezzo; La piccola parte dell'albero della protezione è rettificata per tagliare lo spazio rimasto. L'albero di protezione serve a ridurre la deformazione del pezzo, prevenire le vibrazioni, e cadere e urtare durante il taglio.
Il metodo di cui sopra per la lavorazione dell'involucro a pareti sottili risolve il problema della deformazione o degli errori di dimensione e forma che non soddisfano i requisiti. La pratica ha dimostrato che l'efficienza di elaborazione è elevata, facile da usare, e adatto per la lavorazione di pezzi lunghi e a pareti sottili, la dimensione è facile da capire, il secondo completamento, e la produzione di massa è più pratica.