 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
5-lavorazione degli assi delle parti di base
Il centro di lavoro di fresatura CNC a 5 assi ad alte prestazioni, il sistema CNC ha la rotazione del sistema di coordinate spaziali e la funzione di compensazione dell'utensile inclinato, che offre la possibilità di lavorare alcune parti che richiedono la lavorazione di superfici inclinate e un'elevata precisione di lavorazione. Quando si lavora su un piano inclinato, è difficile compilare un programma di lavorazione perché il sistema di coordinate cambia nello spazio. È necessario superare la modalità di pensiero di programmazione convenzionale per la programmazione, e l'elaborazione speciale del programma. In questo articolo viene illustrato questo problema insieme all'effettiva elaborazione dei prodotti modello.
Tali parti si incontrano spesso nel processo di produzione dei prodotti, e devono essere perforati, annoiato, e fresato sul piano inclinato. Oppure deve essere lavorato su più superfici inclinate con diverse direzioni e diverse pendenze nello stesso serraggio, e ciascuna superficie inclinata ha requisiti di tolleranza geometrica più elevati. Il metodo convenzionale per elaborare tali parti è tirare la testata del letto, ruotare il piano di lavoro o utilizzare un dispositivo modulare. Se la direzione o la posizione di lavorazione è diversa, sono necessari un secondo bloccaggio e un riallineamento, e il processo di elaborazione è estremamente macchinoso. A causa della limitazione del posizionamento di bloccaggio e della macchina utensile stessa, la precisione della lavorazione delle parti non può essere garantita. Per esempio, in the T×× table body processing, there are many holes on the inclined surface, e la superficie dalla forma speciale non è facile da bloccare, the positioning reference is not good, and the error accumulation caused by multiple clamping, sometimes the hole margin error exceeds 1mm.
In order to solve the processing problem of this kind of parts, attraverso la continua esplorazione e il miglioramento continuo dei metodi di processo, combined with the factory’s existing machine tools, a five-axis CNC milling machining center was selected to solve this problem. La macchina utensile selezionata è un collegamento a 5 assi. In addition to 3 assi lineari, ha anche due assi rotanti (Asse C: -360°~360°) e testa oscillante (Asse B: 0°~110°). The control system used is FANUC160i, which has the functions of space coordinate system rotation and inclined tool compensation.
From the perspective of realizing bevel processing, multiple bevels in different directions and different angles can be punched, noioso, tapped, milled and other processes can be completed after one clamping. Reduce the number of clamping times, reduce labor intensity, shorten the production cycle of the product, e cosa più importante, improve the processing accuracy of the parts and ensure the consistency of product quality.
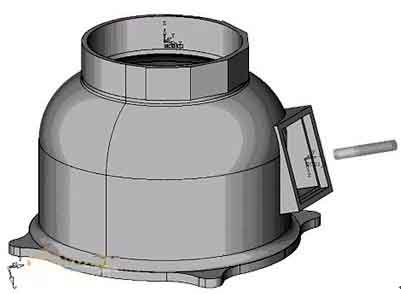
Take the processing of a certain base part as an example. The parts are shown below: To process this base, si può notare che la macchina utensile deve eseguire un'interpolazione del cinematismo a 2 assi sui piani XZ e YZ ed un movimento di oscillazione della testa del mandrino. Perché rendere l'utensile perpendicolare alla superficie lavorata, il mandrino deve compiere un movimento di oscillazione della testa. Having a rotating head involves a series of multi-axis machining issues such as pendulum length. Perciò, it is necessary to use multi-axis programming means to complete. Programming and machine tool debugging are difficult, which puts higher demands on programmers and machine operators. Nelle applicazioni pratiche, tenendo conto di fattori quali garantire la sicurezza della macchina utensile, it is necessary to simulate the processing process and perform multiple air cuts to ensure that the program is correct before formal processing can be performed. Inoltre, l'algoritmo del programma multiasse è piuttosto complicato, ed è necessario considerare l'influenza di fattori come la lunghezza del pendolo. Deve esserci una post-elaborazione specifica per una determinata macchina utensile, but the post-processing is often due to the difference in algorithms and control positions, as well as the influence of calculation stability. Il programma ottenuto tramite la post-elaborazione del software è spesso difficile da soddisfare i requisiti di accuratezza dei disegni delle parti in termini di accuratezza del controllo.
The analysis shows that the direct cause of the increase in programming difficulty is the appearance of the inclined plane. Perciò, se è possibile far coincidere il piano di lavorazione con il piano inclinato, allora questo tipo di problema verrà trasformato in un problema di programmazione di semielaborazione a due assi, e la difficoltà di programmazione sarà notevolmente ridotta. Perciò, è possibile utilizzare la funzione di conversione del sistema di coordinate della macchina utensile (Comando G68) per far coincidere il piano di lavorazione con il piano inclinato. Il secondo comando di compensazione della lunghezza dell'utensile (G432) viene utilizzato per aggiungere la lunghezza dell'utensile nella direzione verticale del piano inclinato. Dopo l'elaborazione di cui sopra, il problema della lavorazione smussata si trasforma in lavorazione piana da risolvere, quindi la difficoltà di programmazione è notevolmente ridotta. Se è necessario lavorare più piani inclinati contemporaneamente, devi solo ruotare l'asse C su C0 (la posizione zero del piano di lavoro, la direzione della posizione zero è la stessa della direzione di oscillazione del mandrino), e quindi realizzare la lavorazione ruotando il sistema di coordinate e aumentando la lunghezza dell'utensile. Se la forma di elaborazione è relativamente semplice, programming can be done manually. This makes it possible to realize the machining of multiple inclined surfaces, multiple positions, e molteplici cambi utensile in un unico bloccaggio della macchina utensile CNC.
The program structure is as follows:
%
N0100O0008 (program name)
N0102M6T1; (cambio utensile)
N0104G0G90G56X400Y200Z260B0C0; (Move to the reference point)
N0106G432X200Z150H1Bω; (add the knife length in the direction perpendicular to the inclined plane)
N0108M3S3000; (Spindle forward rotation)
N0110M8; (open cutting fluid)
N0112G68X188Y0Z60I0J1K0Rω; (Coordinate system conversion, ω is the angle of rotation of the main shaft from zero to perpendicular to the inclined plane)
……
N0200G69; (annullare la rotazione del sistema di coordinate)
N0202G492X200Z300; (Compensazione utensile pendenza annullata, spostarsi in una posizione sicura)
N0204M9; (tagliare il fluido)
N0206Ca; (Rotazione dell'asse C, α è l'angolo minimo tra la verticale dell'ennesimo piano inclinato da lavorare e la posizione C0)
N0208G0G90G56X400Y200Z260B0C0; (Move to the reference point)
N0210G432X200Z150H1Bωn; (add the knife length in the direction perpendicular to the inclined plane)
N0212G68X188Y0Z60I0J1K0Rωn; (Coordinate system conversion, ωn è l'angolo di rotazione quando l'albero principale gira da zero alla perpendicolare alla pendenza)
…
N0200G69; (annullare la rotazione del sistema di coordinate)
N0202G492X200Z300; (Compensazione utensile pendenza annullata, spostarsi in una posizione sicura)
N0204M9; (tagliare il fluido)
N0204M30; (il programma termina, tornare all'inizio del programma)
Sebbene la lavorazione smussata sia stata ottenuta nella discussione precedente, è limitato alla perforazione, noioso, toccando, e fresatura sullo smusso. Le forme semplici composte da linee rette e archi sono limitate alla programmazione manuale. Se la forma di fresatura è più complicata. Come la fresatura di curve di equazioni, superfici curve tridimensionali, e scritte su un piano inclinato, come programmarlo?
Anche quando queste forme simili vengono lavorate su una superficie piana, la programmazione manuale non è possibile, e può essere completato solo tramite software CAM. Attraverso uno studio attento delle macchine utensili e dei software CAM, un insieme di programmazione software combinata con la programmazione manuale si è rivelato un modo efficace per completare l'elaborazione e la programmazione di tali parti.
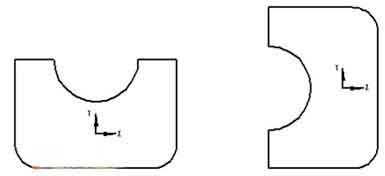
L'analisi mostra che nella normale programmazione della fresatura a tre assi, la direzione dell'asse dell'utensile è sempre perpendicolare al piano XOY. Ma quando il mandrino devia dalla direzione verticale originale e il piano dell'utensile è inclinato, come può il programma generato sul piano XOY girare correttamente sul piano inclinato? L'analisi mostra che nonostante il sistema di coordinate sia stato ruotato, se la posizione relativa della figura (UN) nel sistema di coordinate originale e la forma da lavorare sul piano inclinato (B) e la posizione relativa nel nuovo sistema di coordinate vengono mantenute coerenti sul piano XOY . Quindi il programma generato sul piano XOY può essere applicato direttamente alla lavorazione di smusso.
In base all'influenza del movimento della testa oscillante della macchina utensile sulla posizione grafica, l'analisi mostra che quando si disegna sul piano XOY, la grafica deve essere ruotata di 90° in senso antiorario con l'origine di programmazione come centro di rotazione (l'angolo di rotazione deve essere determinato in base alle condizioni specifiche della macchina utensile). In questo modo, la posizione grafica nel software CAM viene mantenuta coerente con la posizione effettiva della lavorazione. Aggiungendo e modificando l'inizio e la fine del programma, questo è, aggiunta della conversione del sistema di coordinate e della compensazione dell'utensile inclinato, la programmazione software e la programmazione manuale sono combinate. Ciò realizza la lavorazione di forme complesse arbitrarie come la fresatura di curve di equazioni, superfici curve tridimensionali, e scritte sulla superficie inclinata.
5-Curva dell'equazione di fresatura dell'asse su piano inclinato, superficie tridimensionale
Attraverso la verifica effettiva della lavorazione, si conferma che il metodo rientra nell'intervallo consentito della funzione e della corsa della macchina, e la programmazione di questo metodo può realizzare la programmazione della lavorazione di qualsiasi forma complicata su qualsiasi piano inclinato.
Nella figura seguente è mostrato un esempio di lavorazione di una superficie curva tridimensionale su piano inclinato di 52°:

Lavorazione di superfici curve tridimensionali