 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Dimensions of machined parts drawings: standard tolerances and basic deviations, surface roughness, accuracy, platitude, position, parallélisme, coaxiality, etc..
| Shape and position tolerance | Position degree | Parallelism | Concentricity | Verticality | Full jump accuracy | Symmetry | Platitude | Cylindricity | Rondeur | Rugosité |
| symbol | ||||||||||
| measurement accuracy | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | Ra0.01 |
| Précision d'usinage | 0.03 | 0.005 | 0.005 | 0.01 | 0.01 | 0.01 | 0.002 | 0.01 | 0.005 | Ra0,04 |
Symbol of surface roughness of parts
The concept of part surface roughness
There are peaks and valleys with small spacing on the surface of the part, and the micro-geometric characteristics formed by it are called surface roughness. When CNC machining parts, it is formed due to the tool marks left by the tool on the surface of the part and the plastic deformation of the surface metal when CNC cutting and splitting.
The surface roughness of parts is also a technical index for evaluating the surface quality of parts. It has an impact on the matching properties, working accuracy, résistance à l'usure, résistance à la corrosion, sealing, appearance, etc.. of the parts.
The code, symbol and mark of surface roughness
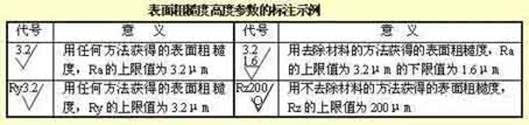
GB/T 131-1993 specifies the surface roughness code and its notation. The symbols on the drawing that indicate the surface roughness of parts are shown in the table below.
The evaluation parameters of surface roughness of parts are:
1) The arithmetic mean deviation of contour (Ra)
Within the sampling length, the arithmetic mean of the absolute value of the contour offset. The value of Ra and the sampling length l. See table.
2) Maximum profile height (Rz)
The distance between the top line of the contour peak and the bottom line of the contour peak within the sampling length.
Remarks: The Ra parameter is preferred when using it.
Marking requirements for surface roughness
1) Example of code labeling of surface roughness
When the surface roughness height parameters Ra, Rz, Ry are marked with numerical values in the code, except that the parameter code Ra can be omitted. The other parameters need to be marked with the corresponding parameter code Rz or Ry before the parameter value. See the table for labeling examples.
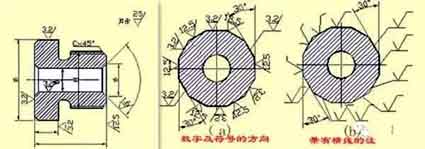
2) The method of marking the numbers and symbols in the surface roughness of the surface roughness
Marking method of surface roughness symbols on drawings
1) Le code de rugosité de surface (symbol) doit généralement être noté sur la ligne de contour visible, la ligne de limite de taille ou leur ligne d'extension, et la pointe du symbole doit pointer vers la surface depuis l'extérieur du matériau.
2) La direction des chiffres et des symboles dans le code de rugosité de surface doit être marquée selon les besoins..
2) Maximum profile height (Rz)
The distance between the top line of the contour peak and the bottom line of the contour peak within the sampling length.
Remarks: The Ra parameter is preferred when using it.
Marking requirements for surface roughness
1) Example of code labeling of surface roughness
When the surface roughness height parameters Ra, Rz, Ry are marked with numerical values in the code, except that the parameter code Ra can be omitted. The other parameters need to be marked with the corresponding parameter code Rz or Ry before the parameter value. See the table for labeling examples.
2) The method of marking the numbers and symbols in the surface roughness of the surface roughness
Marking method of surface roughness symbols on drawings
1) Le code de rugosité de surface (symbol) doit généralement être noté sur la ligne de contour visible, la ligne de limite de taille ou leur ligne d'extension, et la pointe du symbole doit pointer vers la surface depuis l'extérieur du matériau.
2) La direction des chiffres et des symboles dans le code de rugosité de surface doit être marquée selon les besoins..
Exemple d'étiquetage de la rugosité de la surface
Sur le même dessin, chaque surface est généralement marquée d'un code (symbol) juste une fois, et aussi près que possible de la ligne de cote pertinente. Lorsque l'espace est étroit ou qu'il n'est pas pratique d'étiqueter, ça peut conduire à l'étiquette. Lorsque toutes les surfaces des pièces ont les mêmes exigences de rugosité de surface, ils peuvent être marqués uniformément dans le coin supérieur droit du dessin. Lorsque la plupart des surfaces des pièces ont les mêmes exigences de rugosité de surface, le code le plus utilisé (symbol) peut être marqué dans le coin supérieur droit du dessin en même temps, et le mot “le reste” sera ajouté. La hauteur du code de rugosité de surface uniformément marqué (symbol) et un texte explicatif doit être 1.4 fois celui de la marque de dessin.
Surfaces continues sur les pièces, surfaces d'éléments répétés (comme des trous, dents, rainures, etc.), et la même surface qui n'est pas continue avec de fines lignes pleines. Le code de rugosité de surface (symbol) le numéro n'est noté qu'une seule fois.
Lorsqu'il existe différentes exigences de rugosité de surface sur la même surface, de fines lignes continues doivent être utilisées pour tracer la ligne de démarcation, et le code de rugosité de surface correspondant et la taille doivent être notés.
Quand la dent (dent) la forme n'est pas dessinée sur la surface de travail des engrenages, fils de discussion, etc., le code de rugosité de surface (symbol) méthode de notation.
La surface de travail du trou central, la surface de travail de la rainure de clavette, le code de rugosité de surface du chanfrein, et le coin arrondi peut être simplifié et marqué.
Lorsque les pièces doivent être partiellement traitées thermiquement ou partiellement plaquées (recouvert), des lignes pointillées épaisses doivent être utilisées pour tracer la plage et marquer les dimensions correspondantes. Il peut également être écrit sur la ligne horizontale du côté long du symbole de rugosité de surface..
Chiffres et symboles dans la rugosité de surface
Tolérance standard et écart de base
5. Tolérance standard et écart de base
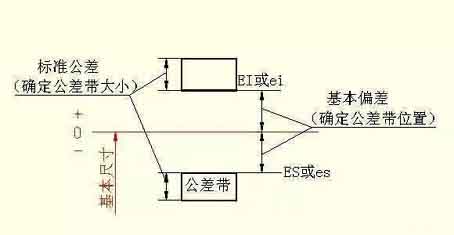
Afin de faciliter la production, réaliser l'interchangeabilité des pièces et répondre à différentes exigences d'utilisation, la norme nationale “Limites et ajustements” stipule que la zone de tolérance est composée de deux éléments: tolérance standard et écart de base. The standard tolerance determines the size of the tolerance zone, and the basic deviation determines the location of the tolerance zone.
1) Standard tolerance (IT)
El valor de la tolerancia estándar está determinado por el tamaño básico y la clase de tolerancia. El nivel de tolerancia es una marca para determinar la precisión del tamaño. La tolerancia estándar se divide en 20 niveles, a saber, IT01, IT0, IT1, …, IT18. La precisión de su tamaño disminuye de IT01 a IT18. Los valores específicos de las tolerancias estándar se pueden encontrar en las normas correspondientes.
Basic deviation of CNC machining
2) Desviación básica
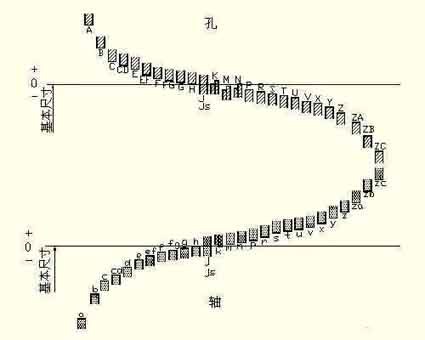
L'écart de base fait référence à l'écart supérieur ou inférieur de la zone de tolérance par rapport à la position de la ligne zéro dans la limite standard et l'ajustement., et fait généralement référence à l'écart près de la ligne zéro. Lorsque la zone de tolérance est au-dessus de la ligne zéro, l'écart de base est l'écart le plus faible; Au contraire, est l'écart supérieur. Foins 28 écarts de base au total, et les noms de code sont exprimés en lettres latines, avec des lettres majuscules comme trou et des lettres minuscules comme axe.
Cela peut être vu sur le diagramme de série d'écart de base:
L'écart de base A~H du trou et l'écart de base k~zc de l'arbre sont l'écart le plus faible; L'écart de base K~ZC du trou et l'écart de base a~h de l'arbre sont l'écart supérieur; Les zones de tolérance de JS et js sont réparties symétriquement de part et d'autre de la ligne zéro, et les écarts supérieur et inférieur du trou et de l'arbre sont respectivement +IT/2 et -IT/2. Le diagramme de série d'écart de base montre uniquement la position de la zone de tolérance, pas la taille de la tolérance. Donc, une extrémité de la zone de tolérance est une ouverture, et l'autre extrémité de l'ouverture est définie par une tolérance standard.
L'écart de base et la tolérance standard, selon la définition de la tolérance dimensionnelle, avoir les formules de calcul suivantes:
ES=EI+IT ou EI=ES-IT
ei=es-IT ou es=ei+IT
Le code de zone de tolérance du trou et de l'arbre est composé du code d'écart de base et du code de qualité de la zone de tolérance..