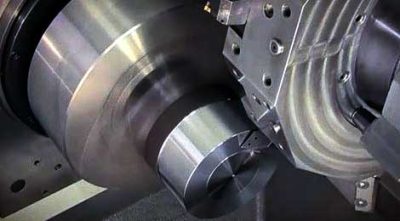
La découpe de l'acier inoxydable est le processus de traitement de pièces en acier inoxydable selon des dessins avec des équipements d'usinage tels que des tours., fraiseuses, et raboteuses.
Les principales propriétés de l'acier inoxydable
La ouvrabilité est bien pire que celle de l'acier au carbone moyen. Prenant l'usinabilité du non ordinaire. 45 l'acier comme 100%, l'usinabilité relative de l'acier inoxydable austénitique 1Cr18Ni9Ti est 40%; L'ouvrabilité relative en tournage de l'acier inoxydable ferritique 1Cr28 est 48%; L'acier inoxydable martensitique 2Cr13 est 55%. Parmi eux, austénitique et austénitique + les aciers inoxydables ferritiques ont la pire usinabilité.
Les principales caractéristiques de l'usinage CNC de l'acier inoxydable
Durcissement important lors de l'usinage CNC
Parmi les aciers inoxydables, l'écrouissage des austénitiques et des austénitiques + les aciers inoxydables ferritiques sont les plus importants. Par exemple, la résistance σb de l'acier inoxydable austénitique après durcissement atteint 1470~1960 MPa, et avec l'augmentation de σb, la limite de rendement σs augmente; L’acier inoxydable austénitique recuit σs ne dépasse pas 30% à 45% de σb, mais il atteint 85% à 95% après écrouissage. La profondeur de la couche écrouie peut atteindre 1/3 ou plus de la profondeur de coupe; La dureté de la couche écrouie est 1.4 à 2.2 fois plus élevé que l'original. En raison de la grande plasticité de l'acier inoxydable, le personnage est déformé lors de la déformation plastique, et le coefficient de renforcement est grand; Et l'austénite n'est pas assez stable, une partie de l'austénite va se transformer en martensite sous l'action d'une contrainte de coupe; En outre, sous l'action de la chaleur coupante, les impuretés composées sont faciles à décomposer et présentent une distribution dispersée, ce qui provoque une couche durcie lors de la coupe. L'écrouissage provoqué par l'avance de tournage précédente ou le processus d'usinage précédent affecte sérieusement le bon déroulement des processus ultérieurs..
Force de coupe élevée
L'acier inoxydable présente une grande déformation plastique lors de la coupe, notamment en acier inoxydable austénitique (son allongement est supérieur à 1.5 fois celui de Non. 45 acier), ce qui augmente la force de coupe. En même temps, l'écrouissage de l'inox est sérieux, et la résistance thermique est élevée, ce qui augmente encore la résistance à la coupe. Il est également difficile pour les copeaux d'acier inoxydable de s'enrouler et de se briser.. Donc, la force de coupe pour le traitement de l'acier inoxydable est importante. Par exemple, la force de coupe unitaire du tournage de 1Cr18Ni9Ti est 2450 MPa, lequel est 25% supérieur à celui de 45 acier.
Température de coupe élevée
La déformation plastique et le frottement avec l'outil pendant la coupe sont tous deux importants, ce qui entraîne beaucoup de chaleur de coupe;
En outre, la conductivité thermique de l'acier inoxydable est d'environ 1/2 ~ 1/4 de celle du No. 45 acier.
Une grande quantité de chaleur de coupe est concentrée sur l'interface entre la zone de coupe et le contact outil-copeaux d'acier inoxydable., et les conditions de dissipation thermique sont mauvaises. Dans les mêmes conditions, la température de coupe du 1Cr18Ni9Ti est d'environ 200°C supérieure à celle du No. 45 acier.
Les copeaux d'acier inoxydable ne sont pas faciles à briser
La plasticité et la ténacité de l'acier inoxydable sont excellentes, et les copeaux sont continus pendant le tournage, ce qui affecte non seulement le bon déroulement de l'opération, mais raye également la surface traitée. Sous haute température et haute pression, l'acier inoxydable a une forte affinité avec d'autres métaux, et il est facile de provoquer des adhésions et de former des tumeurs accumulées, ce qui non seulement aggrave l'usure des outils, mais déchire et détériore également la surface traitée. Cette caractéristique de l'acier inoxydable martensitique à faible teneur en carbone est plus évidente.
Les outils de tournage sont sujets à l'usure
Force d'affinité dans le processus de coupe de l'acier inoxydable:
Cela provoquera une liaison et une diffusion entre l'outil et les copeaux, de sorte que l'outil produira une usure de liaison et une usure de diffusion, ce qui entraîne des cratères en forme de croissant sur la face de coupe de l'outil, et le tranchant formera également de minuscules pelages et encoches;
En outre, les carbures en acier inoxydable (comme TiC) avoir une dureté élevée. Contact direct et friction avec l'outil lors de la coupe, abrasion de l'outil, et l'écrouissage augmentera l'usure des outils.
L'acier inoxydable a un coefficient de dilatation linéaire élevé
Le coefficient de dilatation linéaire de l'acier inoxydable est d'environ 1.5 fois celui de l'acier au carbone. Sous l'action de la température de coupe, la pièce est sujette à la déformation thermique, et la précision dimensionnelle est difficile à contrôler
 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe