 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Technologie de cavité à paroi mince d'usinage CNC
Les pièces en aluminium et les pièces de cavité en aluminium sont déformées lors de l'usinage CNC. En plus des raisons évoquées dans la section précédente, en fonctionnement réel, la méthode de fonctionnement est également très importante.
1. Pour les pièces de cavité avec une grande surépaisseur d'usinage CNC, afin d'avoir de meilleures conditions de dissipation thermique pendant le processus d'usinage et d'éviter la concentration de chaleur, l'usinage symétrique doit être utilisé pendant l'usinage. S'il y a une feuille de 900 mm d'épaisseur qui doit être traitée à 800 mm, si un côté est fraisé et l'autre côté est fraisé immédiatement, et la taille finale est traitée à la fois, la planéité atteindra 50 mm; Si vous utilisez un traitement symétrique à alimentation répétée, chaque côté est traité deux fois jusqu'à la taille finale, et la planéité peut être garantie pour atteindre 0,3 mm.
2. S'il y a plusieurs cavités sur les pièces en tôle d'aluminium, il n'est pas conseillé d'utiliser une méthode de traitement séquentiel cavité par cavité pendant le traitement, car cela est susceptible de provoquer une contrainte inégale et une déformation des pièces. Le traitement multicouche est adopté, et chaque couche est traitée dans toutes les cavités en même temps autant que possible, puis la couche suivante est traitée pour rendre les pièces uniformément sollicitées et réduire la déformation.
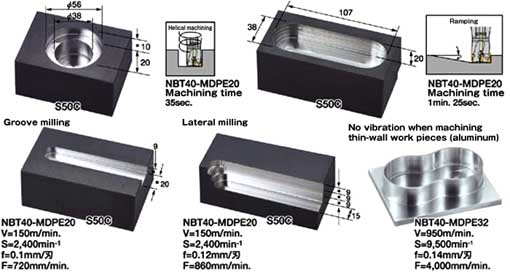
Fraisage de pièces en aluminium à parois minces
3. Réduisez la force de coupe et la chaleur de coupe en modifiant la quantité de coupe. Parmi les trois éléments du volume de coupe, l'épaisseur de coupe a une grande influence sur la force de coupe. Si la surépaisseur d'usinage est trop importante, la force de coupe d'un seul passage est trop importante, ce qui non seulement déformera les pièces, mais affectent également la rigidité de la broche de la machine-outil et réduisent la durabilité de l'outil. Si l'épaisseur de coupe est réduite, l'efficacité de la production sera considérablement réduite. Cependant, le fraisage à grande vitesse dans l'usinage CNC peut résoudre ce problème. Tout en réduisant l'épaisseur de coupe, tant que l'avance est augmentée en conséquence et que la vitesse de la machine-outil est augmentée, la force de coupe peut être réduite tout en garantissant l'efficacité du traitement.
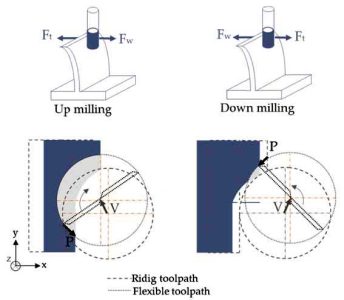
4. Il faut également prêter attention à l'ordre du couteau. L'usinage grossier met l'accent sur l'amélioration de l'efficacité de l'usinage et la recherche du taux d'enlèvement par unité de temps. En général, le fraisage à l'envers peut être utilisé. C'est, l'excédent de matière à la surface du flan est éliminé à la vitesse la plus rapide et dans les délais les plus courts, et le contour géométrique requis pour la finition est essentiellement formé. L'accent de la finition est de haute précision et de haute qualité, et le fraisage vers le bas doit être utilisé. Parce que l'épaisseur de coupe des dents de la fraise diminue progressivement du maximum à zéro lors du fraisage, le degré d'écrouissage est considérablement réduit, et en même temps le degré de déformation des pièces est réduit.
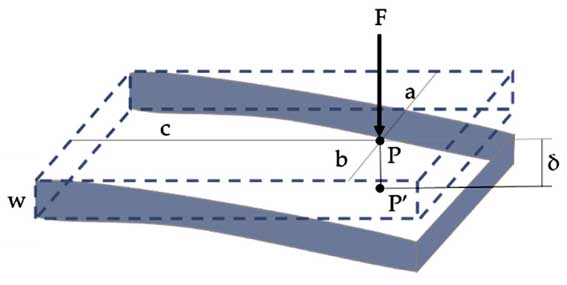
Séquence de découpe d'une cavité en aluminium à paroi mince
5. La pièce à cavité en aluminium à paroi mince est déformée en raison du serrage lors de l'usinage, et c'est inévitable même pendant la finition. Afin de minimiser la déformation de la pièce, les pièces de serrage et de pression peuvent être desserrées juste avant que le processus de finition n'atteigne la taille finale, afin que la pièce puisse être restaurée librement à son état d'origine. Puis serrez légèrement et comprimez, tant que la pièce à usiner peut être serrée (entièrement à la main), afin que l'effet de traitement idéal puisse être obtenu. En bref, le point d'action de la force de serrage est optimal sur la surface d'appui, et la force de serrage du dispositif doit agir dans le sens d'une bonne rigidité de la pièce. Dans le but de garantir que la pièce à usiner n'est pas desserrée, plus la force de serrage est faible, le meilleur.
6. Lors de l'usinage de pièces en aluminium avec une cavité, essayez de ne pas insérer la fraise directement dans la pièce comme une perceuse. Par conséquent, l'espace de retenue des copeaux de la fraise n'est pas suffisant, et le retrait des copeaux n'est pas fluide, entraînant des phénomènes défavorables tels que la surchauffe des pièces, expansion, effondrement et rupture d'outil. D'abord, percez le trou avec un foret de la même taille que la fraise ou d'une taille plus grande, puis fraiser avec la fraise. Alternativement, le logiciel CAM peut être utilisé pour produire le programme de découpe en spirale.
Le principal facteur qui affecte la précision du traitement et la qualité de surface des pièces en aluminium est que des déformations sont susceptibles de se produire pendant le traitement de ces pièces., ce qui nécessite que les opérateurs possèdent une certaine expérience et compétences opérationnelles.