 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
La résistance et la dureté de l'acier inoxydable 1Cr18Ni9Ti sont très faibles (dureté ≤187HB), et la plasticité est très élevée, with good acid resistance and corrosion resistance. Mechanical properties after solution treatment:
Yield strength s0.2≥205MPa, tensile strength sb≥520MPa, elongation d5≥40%, shrinkage rate y≥50%. It is very difficult to process with conventional grades of cemented carbide tools and conventional methods, because the material has high plasticity and toughness, which is prone to sticking and chip breaking is difficult. En même temps, vibration is generated, which makes the tool easy to chip and wear.

pièces en acier inoxydable chrome-nickel
1. Tool material selection for CNC machining of stainless steel
According to the performance and characteristics of 1Cr18Ni9Ti stainless steel, the tool is made of cemented carbide blades, the brand is YG813. YG813 cemented carbide is equivalent to K10-K20/M20 of the international standard ISO, with a density of 14.4g/cm3, une dureté de 91,5HRA, et une résistance à la flexion de 2100MPa. Le carbure cémenté a une bonne résistance à l'usure, dureté à chaud, ténacité et résistance à l'adhérence à haute température, et convient au traitement des alliages à haute température, acier inoxydable, acier à haute teneur en manganèse et autres matériaux. Parce que le YG813 est un alliage WC-Co avec une petite quantité de carbures métalliques réfractaires rares, il a une structure fine et une haute résistance, qui convient au traitement grossier et fin.
2. Paramètres tels que la quantité de coupe et l'angle de l'outil pour l'usinage de l'acier inoxydable
Prenez la bride (Chiffre 1) actuellement produit par notre société à titre d'exemple pour présenter la sélection de paramètres tels que les paramètres de coupe et les angles d'outil.
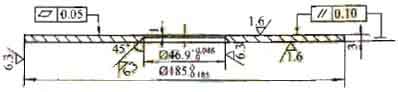
Usinage de brides en acier inoxydable
Chiffre 1. Usinage de brides en acier inoxydable
(1) Quantité de coupe lors de la finition de l'acier inoxydable
Parmi les trois éléments des paramètres de coupe, l'augmentation de la profondeur de coupe ap et de la vitesse d'avance f augmentera la force de coupe, augmenter la déformation de la pièce, et peut provoquer des vibrations. Réduisant ainsi la précision du traitement et augmentant la valeur Ra de la rugosité de la surface. Lorsque la vitesse de coupe v augmente, la force de coupe est réduite, et le bord accumulé peut être réduit ou évité, ce qui est bénéfique pour l'amélioration de la qualité du traitement et de la qualité de la surface. Mais en tournant, lorsque la vitesse de coupe v = 30-70 m/min, il est facile de produire des vibrations. Au-dessus ou en dessous de cette plage, la vibration a tendance à faiblir: quand l'alimentation f est petite, l'amplitude est grande. Lorsque f augmente, l'amplitude devient plus petite: la profondeur de coupe ap augmente, et l'amplitude augmente également. D'après les conclusions ci-dessus, lors de la finition de la bride de la Fig. 1, the cutting depth ap should be reduced as much as possible, and the feed amount f should be reduced appropriately.
Practice shows that the cutting speed v=15-25m/min, the cutting depth ap=0.10-0.15mm, and the feed amount f=0.18-0.25mm/r. In the final fine turning, the cutting speed v=80-100m/min, the cutting depth ap=0.01-0.03mm, and the feed rate f=0.11-0.16mm/r, which can achieve satisfactory results.
(2) Tool angle for machining stainless steel
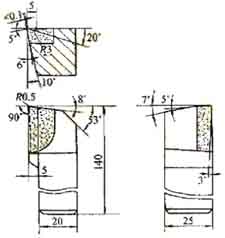
Properly increase the rake angle of the tool and reduce the feed rate to increase the cutting speed to obtain banded chips. The cutting force of the band-shaped chips is relatively stable, and the machined surface is smoother. Due to the low hardness of the workpiece material, the requirement for the firmness of the cutting edge is low, et l'angle de dégagement de l'outil peut être augmenté de manière appropriée pour réduire le frottement entre la face du flanc et la surface d'usinage de la pièce afin de rendre le tranchant tranchant.. La sélection de l'angle de l'outil est illustrée à la figure
Paramètres techniques des pièces usinées en acier inoxydable
Chiffre 2. Diagramme schématique de l'angle de l'outil
(3) Fluide de coupe pour l'usinage de l'acier inoxydable
Le rôle du fluide de coupe est principalement le refroidissement et la lubrification pour améliorer le processus de coupe.. Lors de la finition de la pièce, le principal espoir est d'améliorer la qualité de la surface et de réduire l'usure des outils. Donc, l'huile de coupe à faible chaleur spécifique et à faible fluidité est sélectionnée. Sa fonction principale est de lubrifier, et il a également un certain effet rafraîchissant.
(4) Serrage d'une pièce en acier inoxydable
Selon le mandrin conventionnel à trois mors pour serrer la pièce à bride pour la coupe, il est difficile d'obtenir une précision d'usinage, notamment la planéité et le parallélisme de la pièce. Donc, il est nécessaire de concevoir un ensemble d'accessoires jetables. D'abord, l'ébauche de bride en acier inoxydable est tournée, le trou intérieur est temporairement percé d'un trou de Ø18mm, et la face d'extrémité et le cercle extérieur sont chacun à gauche de 0,5 mm. En finissant de tourner, première installation, tournez le cercle extérieur de la face d'extrémité, puis installez et tournez le trou intérieur, qui peut essentiellement répondre aux exigences techniques du dessin.