 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
Il existe de nombreuses raisons pour la déformation des composants en aluminium, qui sont liés au matériel, l'outil de traitement, la forme de la pièce, et l'équipement de traitement. Il y a principalement les aspects suivants: La déformation provoquée par la contrainte interne du flan, la déformation causée par la force de coupe et la chaleur de coupe, et la déformation provoquée par la force de serrage.
Un, Mesures de processus pour réduire la déformation liée au traitement
1. Réduire les contraintes internes du flan d'aluminium
Le vieillissement naturel ou artificiel et le traitement par vibration peuvent éliminer partiellement les contraintes internes du flan. Le prétraitement est également une méthode de traitement efficace. Pour les grands flans, en raison de la grande marge, la déformation après traitement est également importante. Si la partie excédentaire du flan est traitée à l'avance et que la marge de chaque partie est réduite, la déformation de traitement dans le processus ultérieur peut être réduite. De plus, après le prétraitement et sa mise en place pendant un certain temps, une partie du stress interne peut également être libérée.
Raisons de la déformation par fraisage des pièces en aluminium
2. Améliorer la capacité de coupe de l'outil
Les paramètres matériels et géométriques de l'outil ont une influence importante sur la force de coupe et la chaleur de coupe.. Le bon choix des outils est essentiel pour réduire la déformation des pièces.
(1) Choisir raisonnablement les paramètres de géométrie de l'outil.
① L'angle de coupe de l'outil: À condition de maintenir la résistance de la lame, l'angle de coupe doit être convenablement plus grand. D'une part, il peut meuler des arêtes vives, et d'autre part, cela peut réduire la déformation de coupe, rendre l'élimination des copeaux en douceur, puis réduisez la force de coupe et la température de coupe. N'utilisez jamais d'outils à angle de coupe négatif.
② L'angle de dégagement de l'outil: La taille de l'angle de dépouille a un effet direct sur l'usure de la surface des flancs et sur la qualité de la surface usinée.. L'épaisseur de coupe est une condition importante pour sélectionner l'angle de dépouille. Pendant le fraisage grossier, en raison de la vitesse d'avance élevée, charge de coupe élevée et génération de chaleur importante, de bonnes conditions de dissipation thermique de l'outil sont nécessaires. Donc, l'angle de l'angle de dépouille doit être plus petit. À la fin du fraisage, le tranchant doit être tranchant, réduire le frottement entre la face du flanc et la surface usinée, et réduire la déformation élastique. Donc, l'angle de l'angle de dépouille doit être sélectionné plus grand.
③ L'angle d'hélice de l'outil: Afin de rendre le fraisage fluide et de réduire la force de fraisage, l'angle d'hélice doit être choisi aussi grand que possible.
④L'angle d'entrée de l'outil:
Réduire correctement l'angle d'entrée de l'outil peut améliorer les conditions de dissipation thermique et réduire la température moyenne de la zone de traitement.

Capacité de coupe de l'outil de fraisage
(2) Améliorer la structure des outils.
①Réduisez le nombre de dents de la fraise et augmentez l'espace des copeaux. En raison de la grande plasticité des matériaux en aluminium, grande déformation de coupe pendant le traitement, et un espace de capacité de puce plus grand est requis, Ainsi, le rayon inférieur de la flûte réceptrice de copeaux doit être plus grand et le nombre de dents de la fraise doit être plus petit..
② Aiguiser finement les dents. La valeur de rugosité du tranchant de la dent de coupe doit être inférieure à Ra = 0,4 um. Avant d'utiliser un nouveau couteau, vous devez utiliser une pierre à huile fine pour meuler doucement l'avant et l'arrière des dents du couteau afin d'éliminer les bavures résiduelles et les légères dentelures lorsque le couteau est aiguisé. De cette façon, non seulement la chaleur de coupe peut être réduite, mais aussi la déformation de coupe est relativement faible.
③ Contrôler strictement les normes d'usure des outils. Une fois l'outil porté, la valeur de rugosité de surface de la pièce augmente, la température de coupe augmente, et la déformation de la pièce augmente. Donc, en plus de la sélection de matériaux d'outils avec une bonne résistance à l'usure, la norme d'usure de l'outil ne doit pas être supérieure à 0,2 mm, sinon, il est facile de produire des bords de copeaux accumulés. Lors de la coupe, la température de la pièce ne doit généralement pas dépasser 100°C pour éviter toute déformation.
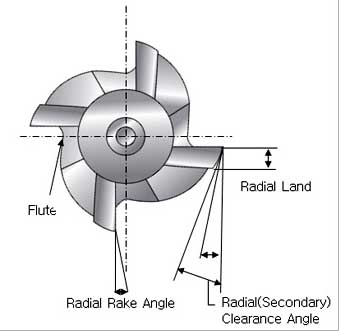
Paramètres géométriques des outils de fraisage
3. Améliorer la méthode de serrage de la pièce
Pour les pièces en aluminium à paroi mince et à faible rigidité, les méthodes de serrage suivantes peuvent être utilisées pour réduire la déformation:
① Pour pièces de douilles à paroi mince, si un mandrin à centrage automatique à trois mors ou un mandrin à ressort est utilisé pour le serrage dans la direction radiale, une fois libéré après traitement, la pièce sera inévitablement déformée. En ce moment, la méthode de pressage de la face d'extrémité axiale avec une meilleure rigidité doit être utilisée. Pour localiser le trou intérieur de la pièce, fabriquer un mandrin fileté fait maison, emmanchez-le dans le trou intérieur de la pièce, appuyez sur la face d'extrémité avec une plaque de recouvrement puis serrez-la avec un écrou. La déformation de serrage peut être évitée lorsque le cercle extérieur est traité, obtenant ainsi une précision de traitement satisfaisante.
② Lors du traitement de pièces à parois minces et à cavités en plaques minces, il est préférable d'utiliser des ventouses à vide pour obtenir une force de serrage uniformément répartie, puis traiter avec une quantité de coupe plus petite, ce qui peut bien empêcher la déformation de la pièce.
En outre, une méthode d'emballage peut également être utilisée. Afin d'augmenter la rigidité du processus des pièces à paroi mince, le milieu peut être rempli à l'intérieur de la pièce pour réduire la déformation de la pièce pendant le serrage et la coupe. Par exemple, verser un fondant d'urée contenant 3% à 6% nitrate de potassium dans la pièce, et après traitement, plongez la pièce dans de l'eau ou de l'alcool pour dissoudre le mastic et versez-la.

Mandrin autocentrant à trois mors
4. Disposition raisonnable des procédures de traitement
Pendant la coupe à grande vitesse, grâce à la grande surépaisseur d'usinage et à la coupe intermittente, le processus de fraisage produit souvent des vibrations, ce qui affecte la précision de l'usinage et la rugosité de la surface. Donc, le processus de découpe CNC à grande vitesse peut généralement être divisé en: Usinage grossier-usinage semi-finition-traitement des coins clairs-finition et autres processus. Pour les pièces avec des exigences de haute précision, il est parfois nécessaire de réaliser une semi-finition secondaire puis une finition. Après un usinage grossier, les pièces peuvent être refroidies naturellement pour éliminer les contraintes internes causées par un usinage grossier et réduire la déformation. La marge laissée après l'usinage grossier doit être supérieure à la quantité de déformation, en général 1 à 2 mm. Pendant la finition, la surface de finition de la pièce doit conserver une surépaisseur d'usinage uniforme, généralement 0,2-0,5 mm est approprié, afin que l'outil soit dans un état stable pendant le processus d'usinage. Cela peut réduire considérablement la déformation de coupe, obtenir une bonne qualité de traitement de surface, et assurer l'exactitude du produit.
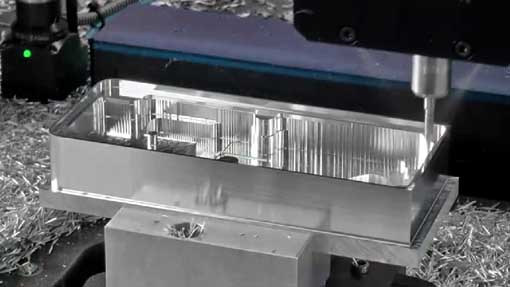
Découpe à grande vitesse de pièces en aluminium