 English
English العربية
العربية 中文(漢字)
中文(漢字) Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Suomi
Suomi Français
Français Deutsch
Deutsch Italiano
Italiano 日本語
日本語 ಕನ್ನಡ
ಕನ್ನಡ 한국어
한국어 Português
Português Русский
Русский Slovenčina
Slovenčina Español
Español Svenska
Svenska Türkçe
Türkçe
L'alésage CNC est le traitement ultérieur des trous percés, coulé ou forgé avec un outil ennuyeux. Elle peut être réalisée sur un tour, aléseuse ou fraiseuse. L'alésage CNC est l'une des méthodes de traitement des trous couramment utilisées, qui peut être divisé en alésage grossier, alésage semi-précision et alésage fin. Le niveau de tolérance dimensionnelle de l'alésage grossier est IT13 ~ IT12, et la valeur de rugosité de surface est Ra12,5 ~ 6,3 μm; Le degré de tolérance dimensionnelle de l'alésage de semi-précision est IT10 ~ IT9, et la valeur de rugosité de surface est Ra6,3 ~ 3,2 μm; Le niveau de tolérance dimensionnelle de l'alésage fin est IT8~IT7, et la valeur de rugosité de surface est Ra1,6 ~ 0,8 μm.
Technologie d'alésage du tour
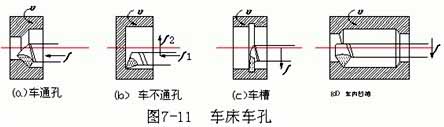
1. Trou de tournage du tour
Le trou de tournage du tour est illustré sur la figure 7-11. Pour tourner des trous imperméables ou des trous avec des marches à angle droit (Figure 7-11b), l'outil de tournage peut d'abord effectuer un mouvement d'avance longitudinal. Lors de la coupe jusqu'au bout du trou, l'outil de tournage passe à un mouvement d'avance transversal, puis la face d'extrémité intérieure est traitée. De cette façon, la surface d'extrémité intérieure peut être bien reliée à la paroi du trou. Tournez la rainure du trou intérieur (Figure 7-11d), étendre l'outil de tournage dans le trou, faire d'abord l'alimentation horizontale, couper à la profondeur requise, puis effectuez le mouvement d'avance longitudinal.
Le trou de tournage sur le tour est la rotation de la pièce et le mouvement de l'outil de tournage. La taille de l'ouverture peut être contrôlée par la profondeur de coupe et le nombre de passes de l'outil de tournage, et l'opération est plus pratique.
Les trous tournants du tour sont principalement utilisés pour traiter les trous du manchon de disque et les petites pièces de support.
Technologie d'alésage de l'aléseuse
2. Traitement d'alésage par aléseuse
Il existe trois méthodes principales pour le traitement de l'alésage sur une aléseuse:
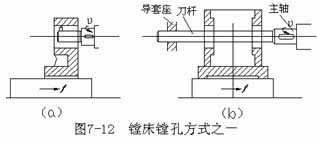
(1) La broche de l'aléseuse entraîne la barre d'outils et l'outil d'alésage en rotation, et la table de travail entraîne la pièce à usiner pour effectuer un mouvement d'avance longitudinal, comme le montre la figure 7-12. Le diamètre d'alésage de cette manière est généralement inférieur à environ 120 mm. La figure 7-12a montre la barre d'outils en surplomb, qui ne doit pas être rallongé trop longtemps pour éviter une flexion et une déformation excessives. Généralement utilisé pour percer des trous de faible profondeur. The boring bar shown in Figure 7-12b is longer and is used to boring coaxial holes with a long distance between the two walls of the box. In order to increase the rigidity of the boring tool bar, the other end of the tool bar is supported in the guide sleeve seat of the rear column of the boring machine.
The setting of the boring machine’s flat-rotating plate
(2) The spindle of the boring machine drives the tool bar and the boring tool to rotate and perform longitudinal feed motion, comme le montre la figure 7-13. De cette façon, the length of the main shaft overhang continues to increase, and the rigidity decreases accordingly. Generally only used for boring short holes.
For the above two boring methods, la taille et la tolérance de l'ouverture doivent être assurées en ajustant la longueur de la tête de coupe, comme le montre la figure 7-14. Ajustement, des essais de sondage et de mesure sont nécessaires, et l'alésage formel ne peut être effectué qu'une fois l'ouverture qualifiée. Les exigences techniques pour son fonctionnement sont relativement élevées.
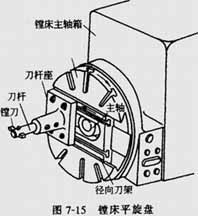
(3) Le disque rotatif plat de l'aléseuse entraîne la rotation de la fraise à aléser, et la table de travail entraîne la pièce à usiner pour effectuer un mouvement d'avance longitudinal.
Comme le montre la figure 7-15, la plaque rotative plate de l'aléseuse peut monter et descendre avec la poupée, et peut tourner tout seul. Le poste d'outil radial dans la partie centrale peut effectuer un mouvement d'alimentation radial, et peut également être dans n'importe quelle position requise.
Comme le montre la figure 7-16a, utilisez le poteau d'outil radial pour placer l'outil d'alésage dans une position excentrique pour percer de grands trous. Cette méthode d'alésage est souvent utilisée pour les trous de plus de Φ200 mm, mais les trous ne doivent pas être trop longs. Figure 7-16b, pour percer la rainure intérieure, le disque rotatif plat entraîne la rotation de l'outil d'alésage, et le poste d'outil radial entraîne l'outil d'alésage pour effectuer un mouvement d'avance radial continu. Si la pointe de l'outil dépasse de l'extrémité de la barre d'outils, la face d'extrémité du trou peut également être percée.
L'aléseuse est principalement utilisée pour percer les trous de support, rainures intérieures et faces d'extrémité des supports ou boîtes de grande et moyenne taille; l'aléseuse peut également être utilisée pour le perçage, alésage, fraisage de rainures et de plans de fraisage.
3. Technologie d'alésage de la fraiseuse
Boring on a horizontal milling machine is the same as that shown in Figure 7-12a. The boring bar is installed in the spindle taper hole of the horizontal milling machine for rotating movement, and the workpiece is installed on the worktable for lateral feed movement.
Boring holes with floating boring tool on lathe
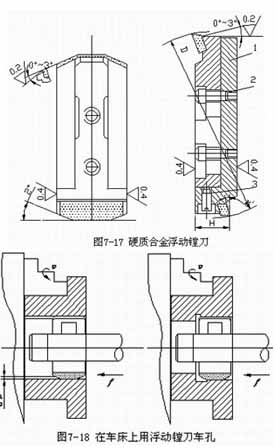
4. Floating boring hole
As mentioned above, lathes, boring machines and milling machines mostly use single-edged boring tools. In batch or mass production, the floating boring tool can be used for finishing the holes with large diameter (>Φ80mm), long hole depth and high precision.
The adjustable floating boring block is shown in Figure 7-17. When adjusting, loosen the two screws 2 and turn the screw 3 to adjust the radial position of the cutter block 1 pour le rendre conforme au diamètre et à la tolérance du trou d'alésage. L'outil d'alésage flottant fait tourner la pièce sur le tour comme indiqué sur la figure 7-18. Quand on travaille, la barre à outils est fixée sur le porte-outil carré, et le bloc d'outils d'alésage flottant est installé dans le trou rectangulaire de la barre à outils. S'appuyant sur l'équilibre des forces de coupe radiales des deux bords pour centrer automatiquement, ce qui peut éliminer l'erreur de diamètre du trou causée par l'erreur d'installation du bloc d'outils sur la barre d'outils.
L'alésage flottant équivaut essentiellement à l'alésage, et sa surépaisseur d'usinage, la précision dimensionnelle et les valeurs de rugosité de surface réalisables sont similaires à celles de l'alésage. Les avantages de l'alésage flottant sont qu'il est facile et stable de garantir la qualité du traitement., opération simple, and high productivity. Cependant, the position error of the original hole cannot be corrected, so the position accuracy of the hole should be guaranteed in the previous process.